一种镍片焊接首件工装的制作方法
1.本实用新型属于焊接技术领域,具体涉及一种镍片焊接首件工装。
背景技术:
2.电池箱电池管理系统通过采集线进行监测,以实现对电池箱充放电的管理,电池箱采用铝排进行汇流。在生产时,为验证设备工作正常与否,常常会采取对一些关键工序做首件的方式用来判定设备运行状态是否合格,铝排上镍片的焊接即是这样的一个工序,通常会使用半成品作为工装用来做首件用。
3.现有使用半成品作为工装,不仅会浪费一套产品物料,同时工装无法固定住需焊接的零件,额外使用胶带固定,加大了生产成本,降低了焊接效率。
技术实现要素:
4.本实用新型的目的就是为了解决上述背景技术存在的不足,提供一种镍片焊接首件工装。
5.本实用新型采用的技术方案是:一种镍片焊接首件工装,包括底座和压板,所述底座顶面中部设有用于放置铝巴的第一仿形槽和用于放置镍片的第二仿形槽,底座顶面四周设有第一吸合部,所述压板上与第二仿形槽中镍片对应位置设有贯穿的焊接孔,所述压板贴合底座的一侧的焊接孔四周设有多个用于压紧镍片的探针,压板四周设有第二吸合部,所述底座与压板之间通过第一吸合部与第二吸合部的配合紧固相连。
6.进一步地,所述第一吸合部和第二吸合部为纽扣磁铁或条形磁铁。
7.进一步地,所述底座顶面上设有多个定位销,所述压板上设有多个销孔,多个销孔分别与多个定位销配合。
8.进一步地,所述底座内部为中空结构,底座侧壁上设置若干减重孔。
9.进一步地,所述压板贴合底座的一侧的焊接孔边缘设有用于与镍片匹配的凹槽。
10.进一步地,所述焊接孔四周设有多个安装孔,所述探针一端嵌入安装孔内、另一端用于贴合镍片。
11.更进一步地,所述压板中部设有用于避让铝巴上凸起部位的条形孔。
12.本实用新型的有益效果为:
13.本实用新型焊接工装设计底座和压板配合,在底座上设置放置铝巴和镍片的两个仿形槽,再通过压板对镍片进行压紧,便于焊接镍片,结构简单适用;通过焊接工装固定铝巴和镍片,便于放置到流水线上进行焊接,从而验证焊接设备的可靠性,避免浪费半成品,能有效节约成本,提高生产效益。
14.本实用新型的压板与底座通过两个吸合部紧固连接,操作便捷;压板上预留焊接镍片的焊接孔,在焊接孔四周布置探针对镍片进行压紧,能保证焊接质量。
15.本实用新型压板与底座通过定位销和销孔配合定位,能提高探针压紧镍片的定位精度。
16.本实用新型压板与底座上的吸合部采用磁铁,实现方便,成本低。
附图说明
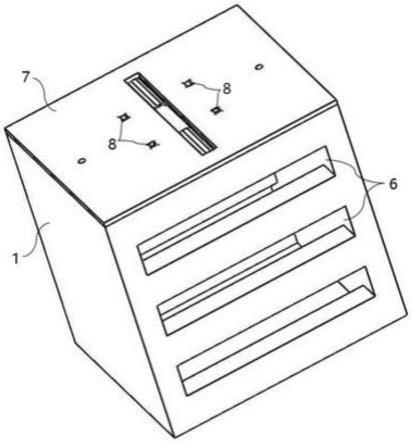
17.图1为本实用新型的结构示意图。
18.图2为本实用新型的爆炸示意图。
19.图3为本实用新型压板的背面示意图。
20.图4为本实用新型焊接孔及探针的位置示意图。
21.图5为本实用新型第一仿形槽和第二仿形槽的位置示意图。
22.图6为本实用新型探针压紧镍片的示意图。
23.图中,1-底座;2-第一仿形槽;3-第二仿形槽;4-第一吸合部;5-定位销;6-减重孔;7-压板;8-焊接孔;9-探针;10-第二吸合部;11-销孔;12-安装孔;13-凹槽;14-条形孔;15-铝巴;16-镍片。
具体实施方式
24.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及到的技术特征只要彼此之间未构成冲突就可以互相结合。
25.如图1-6所示,本实用新型提供一种镍片焊接首件工装,包括底座1和压板7,所述底座1顶面中部设有用于放置铝巴15的两个第一仿形槽2和用于放置镍片16的四个第二仿形槽3,底座1顶面四周的四个角或四个方形边缘分别设置第一吸合部4,所述压板7上与第二仿形槽中的镍片对应的位置设有贯穿的焊接孔8,焊接设备通过该焊接孔可以对镍片16进行焊接,所述压板7贴合底座的一侧的焊接孔8四周设有多个用于压紧镍片的探针9,压板7贴合底座的一侧的四周的四个角或四个方形边缘分别设置第二吸合部10,所述底座1与压板7之间通过第一吸合部4与第二吸合部10的配合紧固相连。
26.本实用新型通过设计底座1与压板7配合,在底座上设置放置铝巴和镍片的仿形槽,再通过压板对镍片进行压紧,便于焊接镍片,结构简单适用;通过焊接工装固定铝巴和镍片,来验证焊接设备的可靠性,避免浪费半成品,能有效节约成本,提高生产效益。
27.本实用新型的压板1与底座7通过两个吸合部紧固连接,操作便捷;压板7上预留焊接镍片的焊接孔8,在焊接孔8四周布置探针9对镍片进行压紧,能保证焊接质量。
28.上述方案中,所述第一吸合部4和第二吸合部10均为纽扣磁铁或条形磁铁,吸合部采用磁铁,实现方便,成本低。
29.上述方案中,所述底座1顶面上相对的两侧设有两个定位销5,所述压板7上设有两个销孔11,两个销孔11分别与两个定位销5配合。底座1与压板7通过定位销5和销孔11配合定位,能提高探针压紧镍片的定位精度。
30.上述方案中,所述底座1为金属材质,其内部为中空结构,底座1侧壁上设置若干减重孔6。底座1设置一定高度便于移动,底座内部中空能减少用料,降低设备成本及重量。
31.上述方案中,所述压板7贴合底座的一侧的焊接孔边缘设有半圆弧形的凹槽13,该凹槽13与镍片16圆柱形部位配合,进一步对镍片起到紧固作用。
32.上述方案中,所述焊接孔8四周设有四个安装孔12,每个安装孔12内安装一个探针9,探针9一端嵌入安装孔12内、另一端用于贴合镍片16,四个探针9将镍片16上与铝巴重合的方形部分压紧,探针为常规的弹簧针,如可以采用型号为zxs-3236d的弹簧针。
33.上述方案中,所述压板7中部设有用于避让铝巴上凸起部位的条形孔14。
34.本实用新型工作时,先将两个铝巴15分别放入两个第一仿形槽2中,再将四个镍片16放入铝巴上及第二仿形槽3中,然后将安装有四个纽扣磁铁及16个探针9的压板7沿着底座1上的定位销5放入,这样完成铝巴15及镍片16的压紧定位,之后放入流水线托盘上并随之进入焊接设备中,设置好程序即可完成焊接,最终可得到四个镍片焊接样品,通过四个样品验证焊接是否合格,进而判断焊接设备运行状态是否合格。
35.以上仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本领域的技术人员在本实用新型所揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。本说明书中未作详细描述的内容属于本领域专业技术人员公知的现有技术。
技术特征:
1.一种镍片焊接首件工装,其特征在于:包括底座(1)和压板(7),所述底座(1)顶面中部设有用于放置铝巴的第一仿形槽(2)和用于放置镍片的第二仿形槽(3),底座(1)顶面四周设有第一吸合部(4),所述压板(7)上与第二仿形槽中镍片对应位置设有贯穿的焊接孔(8),所述压板(7)贴合底座的一侧的焊接孔四周设有多个用于压紧镍片的探针(9),压板(7)四周设有第二吸合部(10),所述底座(1)与压板(7)之间通过第一吸合部(4)与第二吸合部(10)的配合紧固相连。2.根据权利要求1所述的镍片焊接首件工装,其特征在于:所述第一吸合部(4)和第二吸合部(10)为纽扣磁铁或条形磁铁。3.根据权利要求1所述的镍片焊接首件工装,其特征在于:所述底座(1)顶面上设有多个定位销(5),所述压板(7)上设有多个销孔(11),多个销孔(11)分别与多个定位销(5)配合。4.根据权利要求1所述的镍片焊接首件工装,其特征在于:所述底座(1)内部为中空结构,底座侧壁上设置若干减重孔(6)。5.根据权利要求1所述的镍片焊接首件工装,其特征在于:所述压板(7)贴合底座的一侧的焊接孔边缘设有用于与镍片匹配的凹槽(13)。6.根据权利要求1所述的镍片焊接首件工装,其特征在于:所述焊接孔(8)四周设有多个安装孔(12),所述探针(9)一端嵌入安装孔(12)内、另一端用于贴合镍片。7.根据权利要求1所述的镍片焊接首件工装,其特征在于:所述压板(7)中部设有用于避让铝巴上凸起部位的条形孔(14)。
技术总结
本实用新型公开了一种镍片焊接首件工装。它包括底座和压板,所述底座顶面中部设有用于放置铝巴的第一仿形槽和用于放置镍片的第二仿形槽,底座顶面四周设有第一吸合部,所述压板上与第二仿形槽中镍片对应位置设有贯穿的焊接孔,所述压板贴合底座的一侧的焊接孔四周设有多个用于压紧镍片的探针,压板四周设有第二吸合部,所述底座与压板之间通过第一吸合部与第二吸合部的配合紧固相连。本实用新型焊接工装设计底座和压板配合,在底座上设置放置铝巴和镍片的两个仿形槽,再通过压板对镍片进行压紧,便于焊接镍片,结构简单适用。结构简单适用。结构简单适用。
技术研发人员:卢小亭
受保护的技术使用者:楚能新能源股份有限公司
技术研发日:2022.08.12
技术公布日:2022/11/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1