一种用于行星架与输出轴装配的压合装置的制作方法
1.本实用新型属于行星减速器技术领域,具体地说涉及一种用于行星架与输出轴装配的压合装置。
背景技术:
2.行星减速器包括输入构件以及输出构件,在输入构件、输出构件之间设有构成减速传动的太阳轮、内齿轮以及位于二者之间并同时与其相啮合的行星轮,行星架使行星轮均布在太阳轮与内齿轮之间的圆周上,输出构件由输出轴和行星架联接而成,且行星架端部有一个延伸端,该延伸端与输出轴紧密配合。如何实现输出轴与行星架之间紧密装配是所属技术领域的技术人员亟需解决的问题。
技术实现要素:
3.针对现有技术的种种不足,为了解决上述问题,现提出一种用于行星架与输出轴装配的压合装置。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种用于行星架与输出轴装配的压合装置,包括千斤顶、双头螺杆以及定位盘,所述双头螺杆的一端与所述千斤顶的活塞杆螺纹连接,所述双头螺杆的另一端用于与输出轴螺纹连接,所述定位盘套设于所述活塞杆的外围,且所述定位盘上开设与行星架上行星轴相对应的通孔。
6.通过采用上述技术方案,借助双头螺杆实现活塞杆与输出轴集成装配,定位盘放置于行星架上方,同时,行星架的行星轴贯穿通孔,运行千斤顶,利用千斤顶的反作用力缓慢的将行星架压入输出轴,完成装配,结构简单,易于实现,省时省力,提高装配效率。
7.进一步,所述双头螺杆包括第一螺杆体、第二螺杆体和紧固螺母,所述第一螺杆体表面设有第一螺纹,所述第二螺杆体的表面设有第二螺纹,所述紧固螺母位于所述第一螺杆体的外围并与所述第一螺杆体螺纹连接。
8.进一步,所述第一螺杆体与所述活塞杆螺纹连接,所述第二螺杆体与所述输出轴的轴端丝孔螺纹连接。
9.通过采用上述技术方案,第一螺纹用于连接第一螺杆体与活塞杆,同时,紧固螺母对第一螺杆体与活塞杆的相对位置起到限位作用,第二螺纹用于连接第二螺杆与输出轴,同时,双头螺杆根据输出轴的轴端丝孔大小进行选择。
10.进一步,所述定位盘的中部开设中心孔,所述活塞杆贯穿所述中心孔。
11.进一步,所述中心孔的孔径小于顶帽的外径,所述顶帽用于连接所述活塞杆与所述千斤顶的缸体。
12.进一步,所述通孔的孔径不小于所述行星轴的轴径。
13.通过采用上述技术方案,将定位盘放置于行星架上方,且行星轴贯穿通孔,在行星架以及输出轴承受千斤顶的反作用力过程中,定位盘对行星架起到限位作用。
14.进一步,所述定位盘远离千斤顶的侧面设为平面,保证其平行度,以提高行星架与输出轴的装配精度。
15.本实用新型的有益效果是:
16.1、采用千斤顶作为驱动源,安全省力,有效提高装配效率。
17.2、利用千斤顶的反作用力缓慢的将行星架压入输出轴,结构简单,易于操作,可实现随时随地精密装配。
18.3、定位盘对行星架起到限位作用,同时,定位盘远离千斤顶的侧面设为平面,保证其平行度,以提高行星架与输出轴的装配精度,有效提到产品合格率。
附图说明
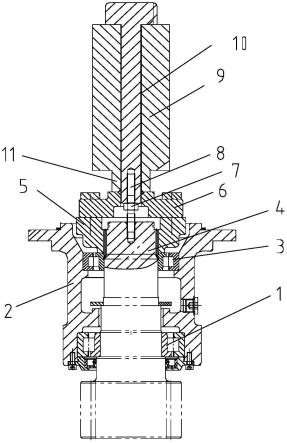
19.图1是本实用新型的整体结构示意图。
20.附图中:1-下轴承、2-轴承座、3-上轴承、4-输出轴、5-行星架、6-定位盘、7-紧固螺母、8-双头螺杆9-千斤顶、10-活塞杆、11-顶帽。
具体实施方式
21.为了使本领域的人员更好地理解本实用新型的技术方案,下面结合本实用新型的附图,对本实用新型的技术方案进行清楚、完整的描述,基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的其它类同实施例,都应当属于本申请保护的范围。此外,以下实施例中提到的方向用词,例如“上”“下”“左”“右”等仅是参考附图的方向,因此,使用的方向用词是用来说明而非限制本发明创造。
22.下面结合附图和较佳的实施例对本实用新型作进一步说明。
23.实施例一:
24.如图1所示,一种用于行星架与输出轴装配的压合装置,包括千斤顶9、双头螺杆8以及定位盘6,所述双头螺杆8的一端与所述千斤顶的活塞杆10螺纹连接,所述双头螺杆8的另一端用于与输出轴4螺纹连接,所述定位盘6套设于所述活塞杆10的外围,且所述定位盘6上开设与行星架5上行星轴相对应的通孔。
25.通过采用上述技术方案,借助双头螺杆8实现活塞杆10与输出轴4集成装配,定位盘6放置于行星架5上方,同时,行星架5的行星轴贯穿通孔,运行千斤顶9,利用千斤顶9的反作用力缓慢的将行星架5压入输出轴4,完成装配,结构简单,易于实现,省时省力,提高装配效率。
26.进一步优选的,所述双头螺杆8包括第一螺杆体、第二螺杆体和紧固螺母7,所述第一螺杆体表面设有第一螺纹,所述第二螺杆体的表面设有第二螺纹,所述紧固螺母7位于所述第一螺杆体的外围并与所述第一螺杆体螺纹连接。
27.进一步优选的,所述第一螺杆体与所述活塞杆10螺纹连接,所述第二螺杆体与所述输出轴4的轴端丝孔螺纹连接。
28.通过采用上述技术方案,第一螺纹用于连接第一螺杆体与活塞杆10,同时,紧固螺母7对第一螺杆体与活塞杆10的相对位置起到限位作用,第二螺纹用于连接第二螺杆与输出轴4,同时,双头螺杆8根据输出轴4的轴端丝孔大小进行选择。
29.进一步优选的,所述定位盘6的中部开设中心孔,所述活塞杆10贯穿所述中心孔。
30.进一步优选的,所述中心孔的孔径小于顶帽11的外径,所述顶帽11位于千斤顶9的缸体的外侧,其用于连接所述活塞杆10与所述千斤顶9的缸体。
31.进一步优选的,所述通孔的孔径不小于所述行星轴的轴径。
32.通过采用上述技术方案,将定位盘6放置于行星架5上方,且行星轴贯穿通孔,在行星架5以及输出轴4承受千斤顶9的反作用力过程中,定位盘6对行星架5起到限位作用。
33.进一步优选的,所述定位盘5远离千斤顶9的侧面设为平面,保证其平行度,以提高行星架5与输出轴4的装配精度,有效提到产品合格率。
34.具体装配过程如下:
35.1、将双头螺杆8与活塞杆10装配,同时,拧动紧固螺母7,对第一螺杆体与活塞杆10的相对位置起到限位作用。
36.2、将输出轴4放到平台上,依次将下轴承1、轴承座2、上轴承3加热并依次快速套入输出轴4上。
37.3、将行星架5按照齿对齿,置于输出轴4上并放平,将定位盘6置于行星架5上,并使行星轴贯穿通孔。
38.4、将双头螺杆8的第二螺杆拧入输出轴4的轴端丝孔。
39.5、运行千斤顶8,利用千斤顶8的反作用力(即活塞杆10回缩时产生的作用力)缓慢的将行星架5压入输出轴4中,完成装配。
40.以上已将本实用新型做一详细说明,以上所述,仅为本实用新型之较佳实施例而已,当不能限定本实用新型实施范围,即凡依本申请范围所作均等变化与修饰,皆应仍属本实用新型涵盖范围内。
技术特征:
1.一种用于行星架与输出轴装配的压合装置,其特征在于,包括千斤顶、双头螺杆以及定位盘,所述双头螺杆的一端与所述千斤顶的活塞杆螺纹连接,所述双头螺杆的另一端用于与输出轴螺纹连接,所述定位盘套设于所述活塞杆的外围,且所述定位盘上开设与行星架上行星轴相对应的通孔。2.根据权利要求1所述的用于行星架与输出轴装配的压合装置,其特征在于,所述双头螺杆包括第一螺杆体、第二螺杆体和紧固螺母,所述第一螺杆体表面设有第一螺纹,所述第二螺杆体的表面设有第二螺纹,所述紧固螺母位于所述第一螺杆体的外围并与所述第一螺杆体螺纹连接。3.根据权利要求2所述的用于行星架与输出轴装配的压合装置,其特征在于,所述第一螺杆体与所述活塞杆螺纹连接,所述第二螺杆体与所述输出轴的轴端丝孔螺纹连接。4.根据权利要求1所述的用于行星架与输出轴装配的压合装置,其特征在于,所述定位盘的中部开设中心孔,所述活塞杆贯穿所述中心孔。5.根据权利要求4所述的用于行星架与输出轴装配的压合装置,其特征在于,所述中心孔的孔径小于顶帽的外径,所述顶帽用于连接所述活塞杆与所述千斤顶的缸体。6.根据权利要求1-5任一所述的用于行星架与输出轴装配的压合装置,其特征在于,所述定位盘远离千斤顶的侧面设为平面。7.根据权利要求6所述的用于行星架与输出轴装配的压合装置,其特征在于,所述通孔的孔径不小于所述行星轴的轴径。
技术总结
本实用新型涉及一种用于行星架与输出轴装配的压合装置,包括千斤顶、双头螺杆以及定位盘,所述双头螺杆的一端与所述千斤顶的活塞杆螺纹连接,所述双头螺杆的另一端用于与输出轴螺纹连接,所述定位盘套设于所述活塞杆的外围,且所述定位盘上开设与行星架上行星轴相对应的通孔,本实用新型利用千斤顶的反作用力缓慢的将行星架压入输出轴,结构简单,易于操作,可实现随时随地精密装配。可实现随时随地精密装配。可实现随时随地精密装配。
技术研发人员:王成良 孔新华 王丽 辛业 侯莹
受保护的技术使用者:泰安泰山福神齿轮箱有限责任公司
技术研发日:2022.08.15
技术公布日:2023/1/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1