一种用于加工沉孔的立铣刀的制作方法
1.本实用新型涉及工业刀具领域,特别是涉及一种用于加工沉孔的立铣刀。
背景技术:
2.立铣刀是数控机床上用得最多的一种铣刀,立铣刀的圆柱表面和端面上都有切削刀,它们可同时进行切削,也可单独进行切削。主要用于平面铣削、凹槽铣削、台阶面铣削和仿形铣削。
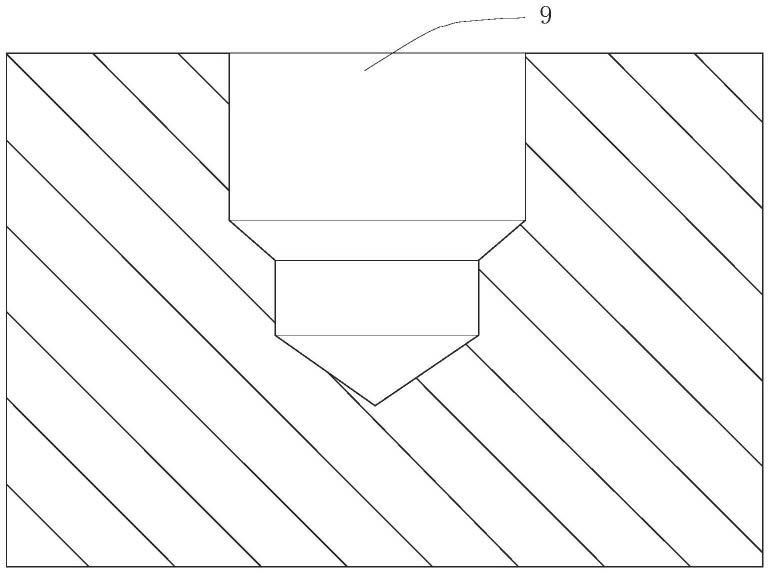
3.参考图1,目前加工工件上的阶梯型沉9需要使用不同的立铣刀具进行多次加工得到,加工步骤繁琐复杂,生产效率低下。
技术实现要素:
4.本实用新型的目的是提供一种用于加工沉孔的立铣刀,其优点是能够满足一次性加工出阶梯型沉孔的生产需求,从而提高生产效率,节约生产成本。
5.为实现上述目的及其他相关目的,本实用新型提供如下技术方案:
6.一种用于加工沉孔的立铣刀,包括刀柄和一体成型在刀柄上的刀头,所述刀头顶部一体成型有切削部,位于切削部上并沿刀头长度方向设置有排屑槽;
7.所述切削部包括设置在刀头上端的第一切削段和设置在第一切削段上的第二切削段,所述第二切削段径向尺寸小于第一切削段径向尺寸,所述第一切削段径向尺寸小于刀头的直径。
8.通过上述技术方案,刀柄与铣床卡盘配合将立铣刀具固定在铣床上;刀头上的切削部用于加工阶梯型沉孔;排屑槽用于将加工产生的废屑排出;第二切削段用于加工阶梯型沉孔中的小孔,第一切切削段用于加工阶梯型沉孔中的大孔,进而一次性加工出阶梯型沉孔;提高生产效率,降低生产成本。
9.于本实用新型的一实施例中,所述切削部上设置有两个排屑槽,位于所述第一切削段和第二切削段的排屑槽上沿排屑槽的边缘处设置有侧刃;
10.位于所述第二切削段的端部设置有锥形主刃。
11.通过上述技术方案,两个排屑槽用于刀具在转孔中排屑彻底;设置在排屑槽边缘的侧刃使切削过程更为平稳,进而提高加工精度;位于第二切削段端部的锥形主刃用于加工阶梯型沉孔的底孔,底孔便于后续零件装备时不会因挤压。
12.于本实用新型的一实施例中,所述锥形主刃的倾斜角度为45
°
。
13.通过上述技术方案,锥形主刃加工出的底孔与凸台配合,进而便于后续的零件装配。
14.于本实用新型的一实施例中,所述第一切削段连接第二切削段的端面设置有30
°
至45
°
的倾斜角度。
15.通过上述技术方案,加工出与阶梯型凸台配合的倾角,进而便于后续的零件装配。
16.于本实用新型的一实施例中,所述刀柄的圆周面上设置有磨砂层。
17.通过上述技术方案,磨砂层用于增加刀柄与铣床卡盘之间的摩擦力,进而防止刀柄与铣床卡盘之间滑动。
18.于本实用新型的一实施例中,所述刀柄上一体成型有用于限制刀柄插入铣床设备深度的限位块。
19.通过上述技术方案,限位块用于限制刀具插入铣床设备的深度,使位于铣床设备外部的刀头长度相对固定,进而生产的产品为统一规格尺寸。
20.如上所述,本实用新型的一种用于加工沉孔的立铣刀,具有以下有益效果:
21.切削部的第一切削段和第二切削段上的侧刃与第二切削段上的锥形主刃用于一次性加工出阶梯型沉孔,从而提高生产效率,节约生产成本。
附图说明
22.图1是本实施例背景技术中的阶梯型沉孔的结构示意图;
23.图2是本实施例的整体结构示意图。
24.附图标记:1、刀柄;2、刀头;3、切削部;4、第一切削段;5、第二切削段;6、排屑槽;7、锥形主刃;8、限位块;9、阶梯型沉孔;10、侧刃。
具体实施方式
25.以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
26.请参阅图1至图2。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
27.请参阅图1和图2,本实用新型提供一种用于加工沉孔的立铣刀,包括刀柄1和一体成型在刀柄1上的刀头2,刀头2顶部一体成型有切削部3,切削部3用于加工阶梯型沉孔9;位于切削部3上并沿刀头2长度方向设置有两个排屑槽6,在实际应用中,可根据工件的加工深度延长排屑槽6沿刀头2外侧壁螺旋设置;位于第一切削段4和第二切削段5的排屑槽6上沿排屑槽6的边缘处设置有侧刃10,设置在排屑槽6边缘的侧刃10使切削过程更为平稳,从而提高加工精度。
28.请参阅图1和图2,切削部3包括一体成型在刀头2上端的第一切削段4和一体成型在第一切削段4上的第二切削段5;第二切削段5径向尺寸小于第一切削段4径向尺寸,第一切削段4径向尺寸小于刀头2的直径,第一切削段4连接第二切削段5的端面设置有30
°
至45
°
的倾斜角度,加工出与阶梯型凸台配合的倾角,进而便于后续的零件装配;第二切削段5上一体成型有锥形主刃7,锥形主刃7的倾斜角度为45
°
;锥形主刃7的尺寸小于第二切削段5;第二切削段5用于加工阶梯型沉孔9中的小孔,第一切切削段用于加工阶梯型沉孔9中的大
孔;锥形主刃7用于加工阶梯型沉孔9的底孔;进而实现一次性加工出阶梯型沉孔9,提高生产效率,降低生产成本。
29.请参阅图2,刀柄1的圆周面上设置有磨砂层,磨砂层用于增加刀柄1与铣床卡盘之间的摩擦力,防止刀柄1与铣床卡盘之间滑动;刀柄1外圆周上一体成型有限位块8,限位块8用于限制刀具插入铣床设备的深度,使位于铣床设备外部的刀头2长度相对固定,进而生产的产品为统一规格尺寸。
30.综上所述,本实用新型切削部3的第一切削段4和第二切削段5上的侧刃10与第二切削段5上的锥形主刃7用于一次性加工出阶梯型沉孔9,从而提高生产效率,节约生产成本。所以,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
31.上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
技术特征:
1.一种用于加工沉孔的立铣刀,其特征在于:包括刀柄(1)和一体成型在刀柄(1)上的刀头(2),所述刀头(2)顶部一体成型有切削部(3),位于切削部(3)上并沿刀头(2)长度方向设置有排屑槽(6);所述切削部(3)包括设置在刀头(2)上端的第一切削段(4)和设置在第一切削段(4)上的第二切削段(5),所述第二切削段(5)径向尺寸小于第一切削段(4)径向尺寸,所述第一切削段(4)径向尺寸小于刀头(2)的直径。2.根据权利要求1所述的一种用于加工沉孔的立铣刀,其特征在于:所述切削部(3)上设置有两个排屑槽(6),位于所述第一切削段(4)和第二切削段(5)的排屑槽(6)上沿排屑槽(6)的边缘处设置有侧刃(10);位于所述第二切削段(5)的端部设置有锥形主刃(7)。3.根据权利要求2所述的一种用于加工沉孔的立铣刀,其特征在于:所述锥形主刃(7)的倾斜角度为45
°
。4.根据权利要求1所述的一种用于加工沉孔的立铣刀,其特征在于:所述第一切削段(4)连接第二切削段(5)的端面设置有30
°
至45
°
的倾斜角度。5.根据权利要求1所述的一种用于加工沉孔的立铣刀,其特征在于:所述刀柄(1)的圆周面上设置有磨砂层。6.根据权利要求1所述的一种用于加工沉孔的立铣刀,其特征在于:所述刀柄(1)上一体成型有用于限制刀柄(1)插入铣床设备深度的限位块(8)。
技术总结
本实用新型提供一种用于加工沉孔的立铣刀,应用在工业刀具技术领域,其技术方案要点是:包括刀柄和一体成型在刀柄上的刀头,刀头顶部一体成型有切削部,位于切削部上并沿刀头长度方向设置有排屑槽;切削部包括设置在刀头上端的第一切削段和设置在第一切削段上的第二切削段,第二切削段径向尺寸小于第一切削段径向尺寸,第一切削段径向尺寸小于刀头的直径;切削部上设置有两个排屑槽,位于第一切削段和第二切削段的排屑槽上沿排屑槽的边缘处设置有侧刃;位于第二切削段的端部设置有锥形主刃;具有的技术效果是:能够满足一次性加工出阶梯型沉孔的生产需求,从而提高生产效率,节约生产成本。节约生产成本。节约生产成本。
技术研发人员:孙磊
受保护的技术使用者:苏州鸿利特机械有限公司
技术研发日:2022.08.16
技术公布日:2022/12/13
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1