一种工程车副车架自动组对焊接装置的制作方法
本技术属于工程车生产设备,具体涉及一种工程车副车架自动组对焊接装置。
背景技术:
1、目前,工程车副车架的组对焊接大多采用人工操作组对工装进行半自动组队的方式。以此方式对工装完成副车架组对,需要人员实时操作。首先需要人工吊件放置在组对工装上,并操作工装完成工件的定位装夹,再由人工进行焊接。这种组装方式耗时耗力,增加了时间和人力成本,降低了工作效率,同时也存在组装精度低和焊接质量差等问题。另外,现有技术中也存在一些自动化的副车架装配装置,但装配装置基本都是流水线式的,各工序设备按流程依次展开设置,存在占地面积较大、集成度低,不能实现副车架在一个工位就能完成组装的目的。
技术实现思路
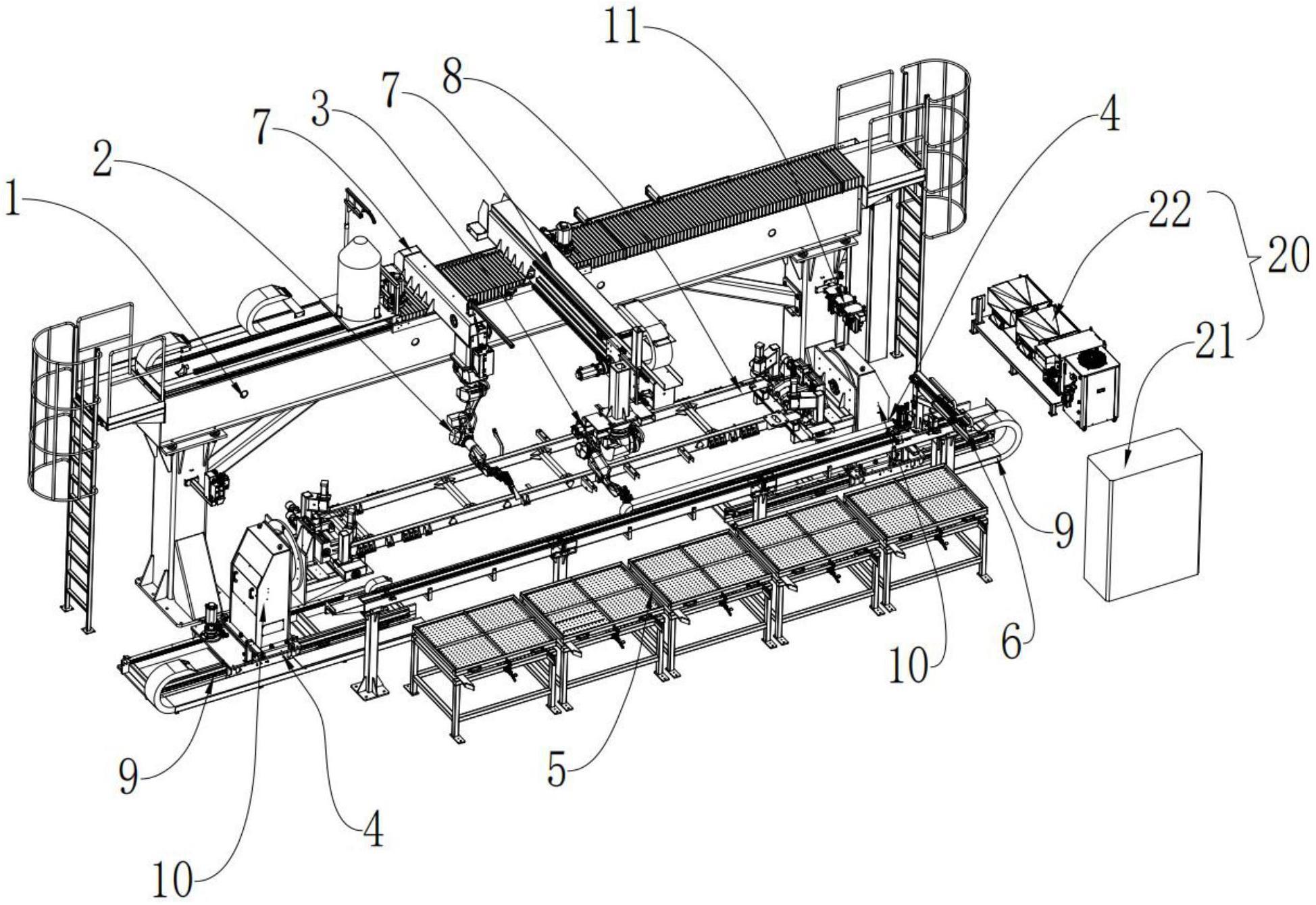
1、为实现工程车副车架自动化组对焊接的目的,同时解决工程车副车架组对设备占地大的问题,本实用新型提供一种工程车副车架自动组对焊接装置,其技术方案是:所述装置包括龙门架1、焊接机器人2和抓取机器人3,所述焊接机器人2和抓取机器人3分别设置在龙门架1的横臂7上,所述横臂7能沿龙门架1横梁的长度方向移动;所述装置还包括可固定和调整副车架8位置和角度的变位工装4、用于放置副车架零部件的料架5以及设置在料架5侧边的相机行走桁架6;所述装置还设置有控制系统20和激光视觉系统。
2、在一种具体的实施方式中,所述装置设置有两套变位工装4,每套变位工装4分别设置有地轨9和变位机10,所述变位机10设置在本侧的地轨9上。
3、在一种具体的实施方式中,所述龙门架1采用双臂龙门架,在龙门架1的横梁上设置有两个独立的横臂7。
4、在一种具体的实施方式中,所述激光视觉系统设置在焊接机器人2上。
5、在一种具体的实施方式中,所述装置还设置有夹爪组合11,夹爪组合11中包括有不同规格的夹具和爪具。
6、在一种具体的实施方式中,所述夹爪组合11安装在龙门架1的其中一个立柱上。
7、在一种具体的实施方式中,所述相机行走桁架6设置有3d视觉系统,所述3d视觉系统能沿桁架轨道移动,并能识别料架5上所有零部件的具体位置。
8、在一种具体的实施方式中,所述控制系统20包括主控制柜21和辅控制柜22,所述主控制柜21控制整套装置自动化运行;所述辅控制柜22包括机器人控制柜、焊接电源和焊枪水冷器。
9、与现有技术相比,本实用新型有益效果包括:
10、本实用新型提供了一种工程车副车架自动组对焊接装置,本装置包括变位工装、焊接机器人、抓取机器人和激光视觉系统等设备,在这些设备相互配合下,能实现工程车副车架的自动组对焊接。因此,能提高副车架的装配效率,节约了人工和时间成本;同时,增加副车架的组对焊接精度和焊接质量,提高副车架的整体性能。
技术特征:
1.一种工程车副车架自动组对焊接装置,其特征在于:所述装置包括龙门架(1)、焊接机器人(2)和抓取机器人(3),所述焊接机器人(2)和抓取机器人(3)分别设置在龙门架(1)的横臂(7)上,所述横臂(7)能沿龙门架(1)横梁的长度方向移动;所述装置还包括可固定和调整副车架(8)位置和角度的变位工装(4)、用于放置副车架零部件的料架(5)以及设置在料架(5)侧边的相机行走桁架(6);所述装置还设置有控制系统(20)和激光视觉系统。
2.根据权利要求1所述的工程车副车架自动组对焊接装置,其特征在于:所述装置设置有两套变位工装(4),每套变位工装(4)分别设置有地轨(9)和变位机(10),所述变位机(10)设置在本侧的地轨(9)上。
3.根据权利要求1所述的工程车副车架自动组对焊接装置,其特征在于:所述龙门架(1)采用双臂龙门架,在龙门架(1)的横梁上设置有两个独立的横臂(7)。
4.根据权利要求1所述的工程车副车架自动组对焊接装置,其特征在于:所述激光视觉系统设置在焊接机器人(2)上。
5.根据权利要求1所述的工程车副车架自动组对焊接装置,其特征在于:所述装置还设置有夹爪组合(11),所述夹爪组合(11)中包括有不同规格的夹具和爪具。
6.根据权利要求5所述的工程车副车架自动组对焊接装置,其特征在于:所述夹爪组合(11)安装在龙门架(1)的其中一个立柱上。
7.根据权利要求1所述的工程车副车架自动组对焊接装置,其特征在于:所述相机行走桁架(6)设置有3d视觉系统,所述3d视觉系统能沿桁架轨道移动,并能识别料架(5)上所有零部件的具体位置。
8.根据权利要求1所述的工程车副车架自动组对焊接装置,其特征在于:所述控制系统(20)包括主控制柜(21)和辅控制柜(22),所述主控制柜(21)控制整套装置自动化运行;所述辅控制柜(22)包括机器人控制柜、焊接电源和焊枪水冷器。
技术总结
本技术公开了一种工程车副车架自动组对焊接装置,所述装置包括龙门架、焊接机器人、抓取机器人、可固定和调整副车架位置的变位工装等设备。在相机行走桁架、激光视觉系统辅助下,通过控制系统控制能够实现工程车副车架的自动化组对焊接。本装置不仅具有副车架焊接效率高,节约了人工和时间成本的优点,还能提高副车架的组对精度和焊接质量,提升副车架的整体性能。
技术研发人员:洪新东,邹湘衡,杨彬,陈波
受保护的技术使用者:长沙衡开智能科技有限公司
技术研发日:20220819
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!