用于型材锥面加工的刀具组合的制作方法
1.本实用新型涉及机械加工刀具技术领域,具体为用于型材锥面加工的刀具组合。
背景技术:
2.钢筋锁片的加工过程中,一般需要平面导正装置进行开卷、平整和校直,然后利用组合刀具一次成型加工,加工后再次送入导正装置进行校正,最后用组合刀具第二次加工锥度并导正装置导出。
3.现有的槽铣刀一般可选用不重磨的三面刃铣刀,特点是可控制槽的宽度尺寸,更换刀片方便,加工宽度较大的槽型,可选用错齿两面刃铣刀,但上述槽铣刀每种规格只能加工某一宽度尺寸的槽,如遇到两个不同宽度尺寸的阶梯槽时,则需用两把槽铣刀分两次加工,大大降低了加工效率。
技术实现要素:
4.本实用新型的目的在于提供用于型材锥面加工的刀具组合,具有低生产成本和提高生产效率的特点。
5.为实现上述目的,本实用新型提供如下技术方案:用于型材锥面加工的刀具组合,包括刀筒,所述刀筒的前端开设有轴杆孔,所述轴杆孔的上下两端均设置有限位槽,所述刀筒表面的边侧设置有刀具槽,所述刀筒的表面开设有侧刀安装槽,所述侧刀安装槽内侧的边端安装有斜面刀具,所述刀具槽中安装有相同的斜面刀具。
6.为了便于卷材的一次加工成型,作为本实用新型的用于型材锥面加工的刀具组合优选的,所述刀筒包括边侧刀口部、斜面刀口部和连接部,所述边侧刀口部和连接部之间设置有斜面刀口部。
7.为了刀具的安装和传动,作为本实用新型的用于型材锥面加工的刀具组合优选的,所述刀具槽以刀筒的圆心呈环形阵列分布,所述刀具槽和边侧刀口部相互适配。
8.为了便于多个斜面刀具的安装,适配卷材所需的槽口,作为本实用新型的用于型材锥面加工的刀具组合优选的,所述侧刀安装槽位于斜面刀口部的表面呈等间距分布有多组,且每组所述侧刀安装槽以刀筒的圆心呈环形阵列分布。
9.为了降低生产成本,延长刀头的使用寿命,作为本实用新型的用于型材锥面加工的刀具组合优选的,所述斜面刀具呈方形结构设计,且所述斜面刀具的四边分别开设有两个刀韧,所述斜面刀具的表面开设有安装孔。
10.与现有技术相比,本实用新型提供了用于型材锥面加工的刀具组合,具备以下有益效果:
11.1.本实用新型中,通过在斜面刀具的边侧设置多个刀韧,从而每个斜面刀具拥有八个刀韧,斜面刀具本身结构设计抗磨损,同时八个刀韧可以根据实际情况更换,显著降低生产成本,延长斜面刀具6的使用寿命。
12.2.本实用新型中,组合式刀具通过多个斜面刀具和刀筒的适配,从而组合形成滚
筒结构,可以实现对整平后的钢板卷材一次性把产品背部所需的锥面粗加工成型,省时省力,显著提高粗铣加工效率,尤其适合带料卷材的连续加工生产,大大提高了实用性。
附图说明
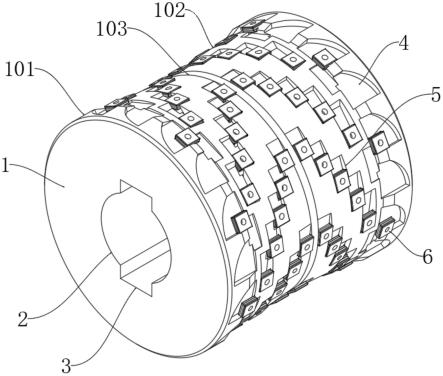
13.图1为本实用新型的立体结构示意图;
14.图2为本实用新型的俯视结构示意图;
15.图3为本实用新型的斜面刀具立体结构示意图;
16.图4为本实用新型的刀筒横截面结构示意图。
17.图中:1、刀筒;101、边侧刀口部;102、斜面刀口部;103、连接部;2、轴杆孔;3、限位槽;4、刀具槽;5、侧刀安装槽;6、斜面刀具;61、安装孔。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.请参阅图1-4,本实用新型提供一种技术方案:用于型材锥面加工的刀具组合,包括刀筒1,刀筒1的前端开设有轴杆孔2,轴杆孔2的上下两端均设置有限位槽3,刀筒1表面的边侧设置有刀具槽4,刀筒1的表面开设有侧刀安装槽5,侧刀安装槽5内侧的边端安装有斜面刀具6,刀具槽4中安装有相同的斜面刀具6。
20.本实施例中:组合式刀具通过多个斜面刀具6和刀筒1的适配,从而组合形成滚筒结构。
21.作为本实用新型的一种技术优化方案,刀筒1包括边侧刀口部101、斜面刀口部102和连接部103,边侧刀口部101和连接部103之间设置有斜面刀口部102。
22.本实施例中:可以实现对整平后的钢板卷材一次性把产品背部所需的锥面粗加工成型,省时省力,显著提高粗铣加工效率,尤其适合带料卷材的连续加工生产,大大提高了实用性。
23.作为本实用新型的一种技术优化方案,刀具槽4以刀筒1的圆心呈环形阵列分布,刀具槽4和边侧刀口部101相互适配。
24.本实施例中:通过设置的刀具槽4能够对刀具进行安装。
25.作为本实用新型的一种技术优化方案,侧刀安装槽5位于斜面刀口部102的表面呈等间距分布有多组,且每组侧刀安装槽5以刀筒1的圆心呈环形阵列分布。
26.本实施例中:能够对斜面刀具6的安装,形成滚筒结构,可以实现对整平后的钢板卷材一次性把产品背部所需的锥面粗加工成型。
27.作为本实用新型的一种技术优化方案,斜面刀具6呈方形结构设计,且斜面刀具6的四边分别开设有两个刀韧,斜面刀具6的表面开设有安装孔61。
28.本实施例中:通过在斜面刀具6的边侧设置多个刀韧,从而每个斜面刀具6拥有八个刀韧,斜面刀具6本身结构设计抗磨损,同时八个刀韧可以根据实际情况更换,显著降低生产成本,延长斜面刀具6的使用寿命。
29.工作原理:首先,通过轴杆孔2方便连接轴杆,从而利用外部驱动装置带动刀筒1转动,且限位槽3进行限位固定,增加连接的稳定性,在槽铣加工时,组合式刀具通过多个斜面刀具6和刀筒1的适配,从而组合形成滚筒结构,可以实现对整平后的钢板卷材一次性把产品背部所需的锥面粗加工成型,省时省力,显著提高粗铣加工效率,尤其适合带料卷材的连续加工生产,大大提高了实用性,且通过在斜面刀具6的边侧设置多个刀韧,从而每个斜面刀具6拥有八个刀韧,斜面刀具6本身结构设计抗磨损,以及八个刀韧可以根据实际情况更换,显著降低生产成本,延长斜面刀具6的使用寿命。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.用于型材锥面加工的刀具组合,包括刀筒(1),其特征在于:所述刀筒(1)的前端开设有轴杆孔(2),所述轴杆孔(2)的上下两端均设置有限位槽(3),所述刀筒(1)表面的边侧设置有刀具槽(4),所述刀筒(1)的表面开设有侧刀安装槽(5),所述侧刀安装槽(5)内侧的边端安装有斜面刀具(6),所述刀具槽(4)中安装有相同的斜面刀具(6)。2.根据权利要求1所述的用于型材锥面加工的刀具组合,其特征在于:所述刀筒(1)包括边侧刀口部(101)、斜面刀口部(102)和连接部(103),所述边侧刀口部(101)和连接部(103)之间设置有斜面刀口部(102)。3.根据权利要求2所述的用于型材锥面加工的刀具组合,其特征在于:所述刀具槽(4)以刀筒(1)的圆心呈环形阵列分布,所述刀具槽(4)和边侧刀口部(101)相互适配。4.根据权利要求1所述的用于型材锥面加工的刀具组合,其特征在于:所述侧刀安装槽(5)位于斜面刀口部(102)的表面呈等间距分布有多组,且每组所述侧刀安装槽(5)以刀筒(1)的圆心呈环形阵列分布。5.根据权利要求1所述的用于型材锥面加工的刀具组合,其特征在于:所述斜面刀具(6)呈方形结构设计,且所述斜面刀具(6)的四边分别开设有两个刀韧,所述斜面刀具(6)的表面开设有安装孔(61)。
技术总结
本实用新型公开了用于型材锥面加工的刀具组合,包括刀筒,所述刀筒的前端开设有轴杆孔,所述轴杆孔的上下两端均设置有限位槽,所述刀筒表面的边侧设置有刀具槽。该用于型材锥面加工的刀具组合,通过在斜面刀具的边侧设置多个刀韧,从而每个斜面刀具拥有八个刀韧,斜面刀具本身结构设计抗磨损,同时八个刀韧可以根据实际情况更换,显著降低生产成本,延长斜面刀具的使用寿命,且组合式刀具通过多个斜面刀具和刀筒的适配,从而组合形成滚筒结构,可以实现对整平后的钢板卷材一次性把产品背部所需的锥面粗加工成型,省时省力,显著提高粗铣加工效率,尤其适合带料卷材的连续加工生产,大大提高了实用性。大大提高了实用性。大大提高了实用性。
技术研发人员:窦立法 庄新村 马静
受保护的技术使用者:威海华邦精冲科技股份有限公司
技术研发日:2022.09.02
技术公布日:2022/11/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1