一种风道加热器装配焊接用定位工装的制作方法
1.本实用新型涉及风道加热器加工领域,具体涉及一种风道加热器装配焊接用定位工装。
背景技术:
2.在风道加热器的壳体进行焊接装配时,一般需要两个工人进行操作,一个人进行扶持,另一个人进行焊接,而通过这种方式,需要使用两个人工,浪费工人的时间,并且若是采用夹具对侧板进行夹持,再对侧板和底板之间进行焊接,以此来减少一个人工的方式,由于夹具一定是位于侧板的一侧,对侧板的两边进行夹持,这势必会在顶板或端盖进行焊接时,对其造成阻挡,而对端盖与方形管道之间进行焊接时,势必还是需要一个人工人进行扶持,浪费工人的时间。
技术实现要素:
3.本实用新型的目的在于提供一种风道加热器装配焊接用定位工装。
4.为达此目的,本实用新型采用以下技术方案:
5.提供一种风道加热器装配焊接用定位工装,包括水平滑移机构、底板支撑机构、两个侧板固定座和两个端盖固定座,水平滑移机构包括两个可水平滑动的滑座,两个端盖固定座分别固定安装于两个水平滑移机构,底板支撑机构固定安装于水平滑移机构的顶部,用于对底板进行水平支撑,两个侧板固定座均固定安装于底板支撑机构上,且两个侧板固定座分别位于底板支撑机构的两侧,两个侧板固定座用于对分别对两个侧板呈竖直固定,且底板的外侧与两个侧板固定座的内侧贴合。
6.进一步的,端盖固定座包括第一电磁铁、两个竖直限位板和水平限位板,两个水平限位板固定安装于滑座的顶部,每个竖直限位板的两端均固定安装于两个水平限位板,端盖的外缘四侧分别与两个竖直限位板和两个水平限位板的内缘贴合,第一电磁铁固定安装于一个竖直限位板,第一电磁铁用于和端盖吸合。
7.进一步的,底板支撑机构为支撑板,支撑板的中部通过支撑管与水平滑移机构固定连接。
8.进一步的,两个水平限位板之间设置有滑动支板,滑动支板的顶部与支撑板的底部贴合。
9.进一步的,侧板固定座包括延伸板、竖直安装板和安装于竖直安装板上的多个第二电磁铁,延伸板固定安装于支撑板底部,竖直安装板呈竖直固定安装于延伸板。
10.进一步的,水平滑移机构包括滑轨和底座,滑轨固定安装于底座,滑座包括直线滑块和安装板,直线滑块与滑座滑动连接,安装板固定安装于直线滑块顶部,端盖固定座固定安装于滑座的顶部。
11.本实用新型的有益效果:该风道加热器装配焊接用定位工装,通过将侧板和端盖分别安装在侧板固定座和端盖固定座上,使得后续的焊接过程,工人能够专心进行焊接,提
高了焊接质量,并且侧板固定座通过吸合的方式,不会对侧板与端盖或顶板进行焊接时造成阻挡,通过端盖固定座对端盖进行吸附固定,不需要另一个工人进行扶持,节约工人的时间。
附图说明
12.为了更清楚地说明本实用新型实施例的技术方案,下面将对本实用新型实施例中所需要使用的附图作简单地介绍。
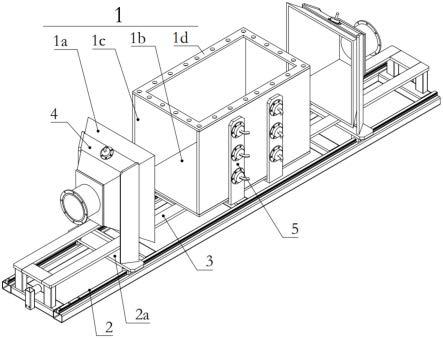
13.图1为本实用新型的立体结构示意图;
14.图2为本实用新型的局部立体结构示意图一;
15.图3为本实用新型的局部立体结构示意图二;
16.图4为水平滑移机构的局部立体结构示意图;
17.图中:1-风道加热器壳体;1a-端盖;1b-底板;1c-侧板;1d-顶板;2-水平滑移机构;2a-滑座;2b-滑轨;3-底板支撑机构;3a-支撑板;4-端盖固定座;4a-第一电磁铁;4b-竖直限位板;4c-水平限位板;4d-滑动支板;5-侧板固定座;5a-延伸板;5b-竖直安装板;5c-第二电磁铁。
具体实施方式
18.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
19.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
20.参照图1至图4所示的一种风道加热器装配焊接用定位工装,包括水平滑移机构2、底板支撑机构3、两个侧板固定座5和两个端盖固定座4,水平滑移机构2包括两个可水平滑动的滑座2a,两个端盖固定座4分别固定安装于两个水平滑移机构2,底板支撑机构3固定安装于水平滑移机构2的顶部,用于对底板1b进行水平支撑,两个侧板固定座5均固定安装于底板支撑机构3上,且两个侧板固定座5分别位于底板支撑机构3的两侧,两个侧板固定座5用于对分别对两个侧板1c呈竖直固定,且底板1b的外侧与两个侧板固定座5的内侧贴合。通过底板支撑机构3对底板1b的顶部进行支撑,再通过通过侧板固定座5对底板1b的两侧进行限位,再通过工人将两个侧板1c分别安装在两个侧板固定座5上,再通过工人对底板1b和侧板1c之间进行焊接,焊接完成后,再通过工人将顶板1d焊接在两个侧板1c上,通过这种方式对侧板1c进行竖直支撑,使得不需要工人扶着侧板1c,即,一个工人即可完成侧板1c与底板1b之间的焊接,节约工人的时间,并且在侧板1c、底板1b和顶板1d之间焊接完成后,通过工人推动端盖1a与焊接后的方形管道端部进行贴合,再通过工人对其之间进行焊接,通过端盖1a安装在端盖固定座4上,使得端盖1a能够在焊接时,进行水平推移滑动,工人可随着检测之间是否焊接牢固,并且端盖固定座4能够进行水平移动,使得该设备能够适应多种长度不同规格的方形管道,且在焊接时由于端盖1a可以移动远离方形管道,使得工人能够对侧板1c和底板1b的内部进行焊接。
21.端盖固定座4包括第一电磁铁4a、两个竖直限位板4b和水平限位板4c,两个水平限位板4c固定安装于滑座2a的顶部,每个竖直限位板4b的两端均固定安装于两个水平限位板
4c,端盖1a的外缘四侧分别与两个竖直限位板4b和两个水平限位板4c的内缘贴合,第一电磁铁4a固定安装于一个竖直限位板4b,第一电磁铁4a用于和端盖1a吸合。通过竖直限位板4b和水平限位板4c对端盖1a进行定位,再通过第一电磁铁4a对端盖1a进行吸紧,进而完成端盖1a进行固定,两个水平限位板4c和竖直限位板4b呈向外侧扩口倾斜,使得水平限位板4c和竖直限位板4b与端盖1a之间的贴合面积最大,且可以将第一电磁铁4a更换为四个强力吸铁石,四个强力吸铁石分别固定安装于两个竖直限位板4b和两个水平限位板4c上。
22.底板支撑机构3为支撑板3a,支撑板3a的中部通过支撑管与水平滑移机构2固定连接。支撑板3a的两端上也可设置有支撑管,通过两端的支撑管加强支撑板3a的结构,支撑板3a可为两个,两个支撑板3a之间可通过加强板进行加强连接,通过支撑板3a对底板1b进行水平支撑。
23.两个水平限位板4c之间设置有滑动支板4d,滑动支板4d的顶部与支撑板3a的底部贴合。在端盖固定座4进行水平推动时,将带动滑动支板4d也进行水平移动,通过滑动支板4d对支撑板3a进行支撑,避免支撑板3a被压弯。
24.侧板固定座5包括延伸板5a、竖直安装板5b和安装于竖直安装板5b上的多个第二电磁铁5c,延伸板5a固定安装于支撑板3a底部,竖直安装板5b呈竖直固定安装于延伸板5a。通过第二电磁铁5c对侧板1c进行吸合,使得侧板1c呈竖直固定,竖直安装板5b的内侧面与底板1b贴合,对底板1b进行限位,且侧板固定座5根据需要可设置两组,以用来加强对侧板1c的支撑。
25.水平滑移机构2包括滑轨2b和底座,滑轨2b固定安装于底座,滑座2a包括直线滑块和安装板,直线滑块与滑座滑动连接,安装板固定安装于直线滑块顶部,端盖固定座4固定安装于滑座2a的顶部。滑轨2b和直线滑块均为两个,通过端盖固定座4进行水平推动,端盖固定座4带动滑座2a和直线滑块沿着滑轨2b进行水平滑动。
26.该风道加热器装配焊接用定位工装,通过将侧板和端盖分别安装在侧板固定座和端盖固定座上,使得后续的焊接过程,工人能够专心进行焊接,提高了焊接质量,并且侧板固定座通过吸合的方式,不会对侧板与端盖或顶板进行焊接时造成阻挡,通过端盖固定座对端盖进行吸附固定,不需要另一个工人进行扶持,节约工人的时间。
27.以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1