一种节能型型材多步成型装置的制作方法
本技术涉及型材加工,具体是一种节能型型材多步成型装置。
背景技术:
1、型材是指金属经过塑性加工成形、具有一定断面形状和尺寸的实心直条,型材的品种规格繁多,用途广泛,在轧制生产中占有非常重要的地位,型材是铁或钢以及具有一定强度和韧性的材料通过轧制、挤出、铸造等工艺制成的具有一定几何形状的物体,型材加工过程中需要成型装置来完成。
2、中国专利公开了一种型材多步成型,(授权公告号cn205869311u),该专利技术与常规成型模式不同把成型辊对称的布置在窄的空间,增加工作效率,但是,上述装置成型轮的安装位置对应成型角度,成型前物料为板材,板材初始放入成型轮内侧的便捷度较低,不利于成型操作的便捷度,不能对成型的宽度进行调节,不利于加工型材的多样性。因此,本领域技术人员提供了一种节能型型材多步成型装置,以解决上述背景技术中提出的问题。
技术实现思路
1、本实用新型的目的在于提供一种节能型型材多步成型装置,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
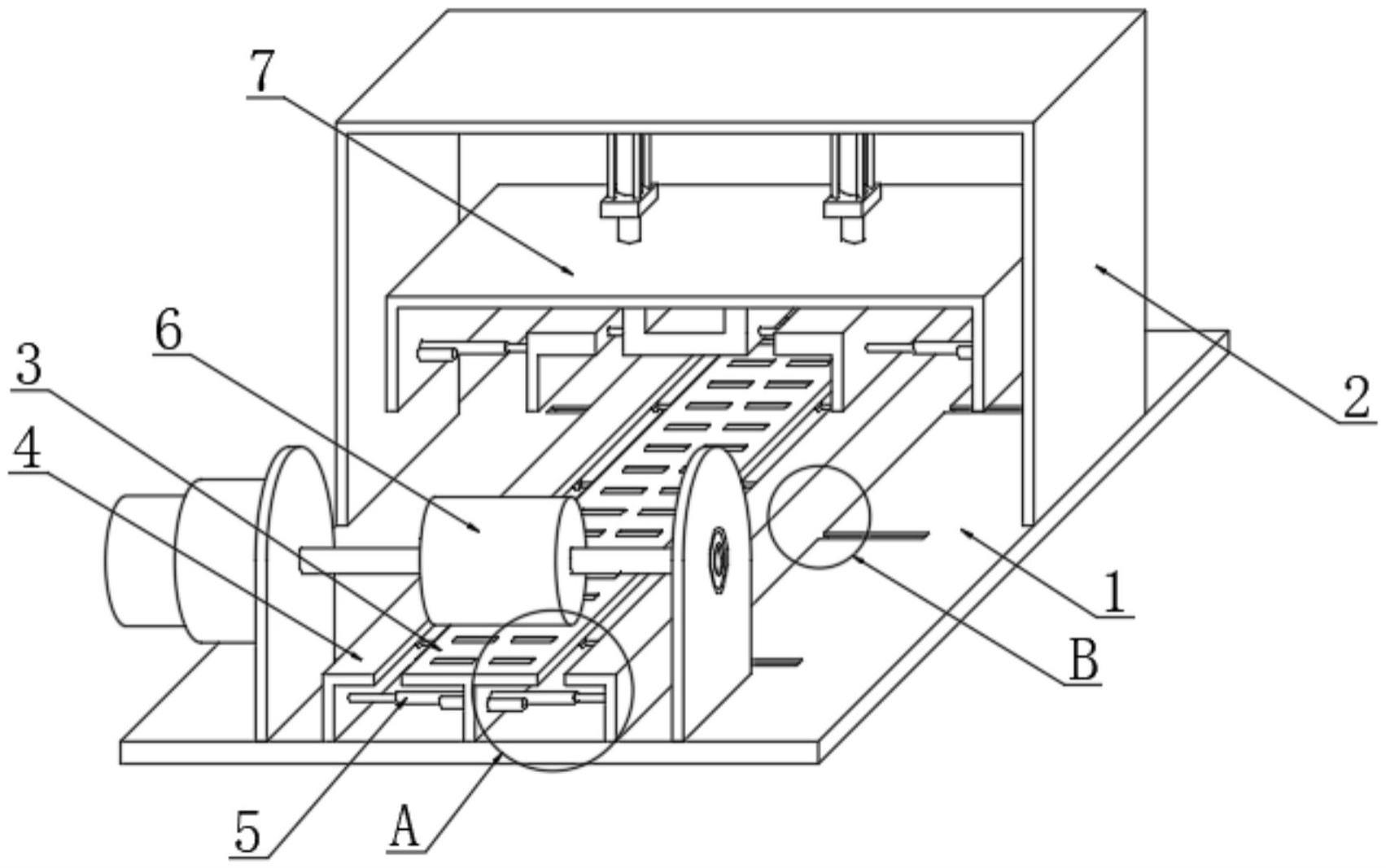
3、一种节能型型材多步成型装置,包括承载板与安装架,所述安装架位于承载板的上侧后端位置处,所述承载板的上侧设置有成型主板,所述承载板的上侧位于成型主板的两侧位置处均设置有成型侧板,所述成型侧板的内侧安装有第一调节推杆,所述承载板的上侧前端位于成型主板的上方位置处安装有物料输送构件,所述安装架的内部上端安装有成型构件,所述物料输送构件包括支撑板,所述支撑板的内侧设置有转杆,所述转杆的外侧设置有压辊,所述支撑板的外侧对应转杆的位置处安装有传动电机,所述成型构件包括压块安装架,所述压块安装架上侧安装有成型气缸,所述压块安装架的内侧上端设置有主压块,所述压块安装架的内侧两端位置处均设置有第二调节推杆,所述第二调节推杆的一端安装有侧压块。
4、作为本实用新型再进一步的方案:所述侧压块的内侧设置有第一导向杆,所述成型主板的上侧开设有第一转槽,所述第一转槽的内部安装有转辊,所述成型侧板的内侧设置有第二导向杆,所述成型主板的下侧位于第二导向杆的一端位置处设置有滑套,所述承载板的上侧开设有滑槽,所述成型侧板的下端位于滑槽的内部位置处设置有滑块。
5、作为本实用新型再进一步的方案:所述转杆通过传动电机转动于支撑板的内侧位置处,所述压辊位于成型主板的上侧位置处,所述物料输送构件通过支撑板安装于承载板的上侧位置处。
6、作为本实用新型再进一步的方案:所述成型侧板通过第一调节推杆安装于成型主板的外侧位置处,所述压块安装架通过成型气缸安装于安装架的内侧位置处,所述侧压块通过第二调节推杆安装于压块安装架的内侧位置处。
7、作为本实用新型再进一步的方案:所述第一导向杆的一端滑动于主压块的内部位置处,所述侧压块通过第一导向杆滑动于主压块的外侧。
8、作为本实用新型再进一步的方案:所述转辊转动于第一转槽的内部位置处,所述第二导向杆的一端滑动于滑套的内部位置处,所述成型侧板通过第二导向杆与滑套滑动于成型主板的外侧位置处,所述滑块滑动于滑槽的内部位置处,所述成型侧板通过滑块与滑槽滑动于承载板的上侧位置处。
9、与现有技术相比,本实用新型的有益效果是:本实用新型型材多步成型装置,通过物料输送构件传动物料,通过成型构件挤压成型物料,成型效率高,节约成型时间,节约能源,通过第一调节推杆对成型主板与成型侧板的宽度进行调节,能进行不同宽度的型材加工,有利于加工型材的多样性。
技术特征:
1.一种节能型型材多步成型装置,包括承载板(1)与安装架(2),所述安装架(2)位于承载板(1)的上侧后端位置处,其特征在于,所述承载板(1)的上侧设置有成型主板(3),所述承载板(1)的上侧位于成型主板(3)的两侧位置处均设置有成型侧板(4),所述成型侧板(4)的内侧安装有第一调节推杆(5),所述承载板(1)的上侧前端位于成型主板(3)的上方位置处安装有物料输送构件(6),所述安装架(2)的内部上端安装有成型构件(7),所述物料输送构件(6)包括支撑板(8),所述支撑板(8)的内侧设置有转杆(9),所述转杆(9)的外侧设置有压辊(10),所述支撑板(8)的外侧对应转杆(9)的位置处安装有传动电机(11),所述成型构件(7)包括压块安装架(12),所述压块安装架(12)上侧安装有成型气缸(13),所述压块安装架(12)的内侧上端设置有主压块(14),所述压块安装架(12)的内侧两端位置处均设置有第二调节推杆(16),所述第二调节推杆(16)的一端安装有侧压块(15)。
2.根据权利要求1所述的一种节能型型材多步成型装置,其特征在于,所述侧压块(15)的内侧设置有第一导向杆(17),所述成型主板(3)的上侧开设有第一转槽(18),所述第一转槽(18)的内部安装有转辊(19),所述成型侧板(4)的内侧设置有第二导向杆(20),所述成型主板(3)的下侧位于第二导向杆(20)的一端位置处设置有滑套(21),所述承载板(1)的上侧开设有滑槽(22),所述成型侧板(4)的下端位于滑槽(22)的内部位置处设置有滑块(23)。
3.根据权利要求1所述的一种节能型型材多步成型装置,其特征在于,所述转杆(9)通过传动电机(11)转动于支撑板(8)的内侧位置处,所述压辊(10)位于成型主板(3)的上侧位置处,所述物料输送构件(6)通过支撑板(8)安装于承载板(1)的上侧位置处。
4.根据权利要求1所述的一种节能型型材多步成型装置,其特征在于,所述成型侧板(4)通过第一调节推杆(5)安装于成型主板(3)的外侧位置处,所述压块安装架(12)通过成型气缸(13)安装于安装架(2)的内侧位置处,所述侧压块(15)通过第二调节推杆(16)安装于压块安装架(12)的内侧位置处。
5.根据权利要求2所述的一种节能型型材多步成型装置,其特征在于,所述第一导向杆(17)的一端滑动于主压块(14)的内部位置处,所述侧压块(15)通过第一导向杆(17)滑动于主压块(14)的外侧。
6.根据权利要求2所述的一种节能型型材多步成型装置,其特征在于,所述转辊(19)转动于第一转槽(18)的内部位置处,所述第二导向杆(20)的一端滑动于滑套(21)的内部位置处,所述成型侧板(4)通过第二导向杆(20)与滑套(21)滑动于成型主板(3)的外侧位置处,所述滑块(23)滑动于滑槽(22)的内部位置处,所述成型侧板(4)通过滑块(23)与滑槽(22)滑动于承载板(1)的上侧位置处。
技术总结
本技术涉及型材加工技术领域,具体为一种节能型型材多步成型装置,包括承载板与安装架,所述承载板的上侧设置有成型主板,所述承载板的上侧位于成型主板的两侧位置处均设置有成型侧板,所述成型侧板的内侧安装有第一调节推杆,所述承载板的上侧前端位于成型主板的上方位置处安装有物料输送构件,所述安装架的内部上端安装有成型构件,所述物料输送构件包括支撑板,所述支撑板的内侧设置有转杆,所述转杆的外侧设置有压辊,所述支撑板的外侧对应转杆的位置处安装有传动电机。本技术通过物料输送构件传动物料,通过成型构件挤压成型物料,成型效率高,通过第一调节推杆对成型主板与成型侧板的宽度进行调节,能进行不同宽度的型材加工。
技术研发人员:张惠军,胡斌
受保护的技术使用者:云南红人集成房屋有限公司
技术研发日:20220915
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!