一种筛网焊接设备的制作方法
本技术涉及筛网焊接设备的,特别是涉及一种筛网焊接设备。
背景技术:
1、目前国内筛板常规使用绕焊技术,绕焊生成圆桶状的筛网产品,在编制或者轧制完成之后多采用款曲成一卷保存,使用时需要成卷筛网产品从中间剥开,剥开后在展平变成版式,操作工序复杂,而且会导致在展开焊接的时候难以控制形状,从而导致焊接不牢固或者焊接不齐的问题。
技术实现思路
1、本实用新型针对现有技术的不足,本实用新型提供一种筛网焊接设备,焊接后的产品直接是平板式的,减少了多余的工序流程,效率高,为生产使用带来极大的便利,另外对于筛网的板式来讲对角线不存在误差,大大降低了产品报废率。
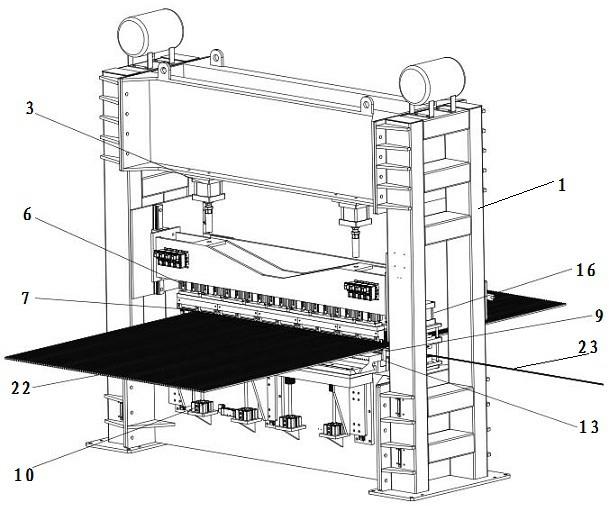
2、为解决上述技术问题,本实用新型采用的一个技术方案是一种筛网焊接设备,其特征在于,包括:龙门架、上模组件、下模组件、顶升模组以及裁切机构,所述上模组件包括设置于龙门架上的上模固定架、设置于上模固定架下方的一级动力源以及通过第一滑轨滑动设置于龙门架上的安装板,所述安装板的下方设置有若干组第二动力源,所述第二动力源的输出端上设置有上压板,所述下模组件包括设置于龙门架上的下模固定架以及设置于下模固定架上用于承载纬丝的纬丝限位工装,所述顶升模组包括若干组顶升气缸、承载平台、设置于承载平台上的z字型安装座以及设置于z字型安装座上的若干组用于承载经丝的经丝仿形限位块,所述承载平台通过第二滑轨与下模固定架实现滑动连接,所述顶升气缸的输出端与所述承载平台的底面相连接。
3、在本实用新型一个较佳实施例中,所述顶升气缸的输出端上设置有限位平台,所述限位平台上设置有弹力缓冲件,所述弹力缓冲件的顶端与承载平台的底面相连接。
4、在本实用新型一个较佳实施例中,所述弹力缓冲件为弹簧,所述弹簧被限制于限位平台与所述承载平台的底面之间。
5、在本实用新型一个较佳实施例中,所述经丝仿形限位块的顶部设置有用于限位经丝的限位槽,相邻的两组经丝仿形限位块之间保留的间隙可供所述纬丝穿过。
6、在本实用新型一个较佳实施例中,所述裁切机构用于裁切经丝,包括:裁切气缸、气缸安装板、第一导向板以及第二导向板,所述气缸安装板、第一导向板以及第二导向板之间通过四根导向柱相连接,所述裁切气缸输出端上设置有用于切断经丝的裁切刀。
7、在本实用新型一个较佳实施例中,所述上压板以及纬丝限位工装均与外部变压器电性连接。
8、在本实用新型一个较佳实施例中,所述一级动力源和第二动力源均为气缸。
9、本实用新型的有益效果是:本实用的筛网焊接设备,焊接后的产品直接是平板式的,减少了多余的工序流程,效率高,为生产使用带来极大的便利,另外对于筛网的板式来讲对角线不存在误差,大大降低了产品报废率。
技术特征:
1.一种筛网焊接设备,其特征在于,包括:龙门架、上模组件、下模组件、顶升模组以及裁切机构,所述上模组件包括设置于龙门架上的上模固定架、设置于上模固定架下方的一级动力源以及通过第一滑轨滑动设置于龙门架上的安装板,所述安装板的下方设置有若干组第二动力源,所述第二动力源的输出端上设置有上压板,所述下模组件包括设置于龙门架上的下模固定架以及设置于下模固定架上用于承载纬丝的纬丝限位工装,所述顶升模组包括若干组顶升气缸、承载平台、设置于承载平台上的z字型安装座以及设置于z字型安装座上的若干组用于承载经丝的经丝仿形限位块,所述承载平台通过第二滑轨与下模固定架实现滑动连接,所述顶升气缸的输出端与所述承载平台的底面相连接。
2.根据权利要求1所述的一种筛网焊接设备,其特征在于,所述顶升气缸的输出端上设置有限位平台,所述限位平台上设置有弹力缓冲件,所述弹力缓冲件的顶端与承载平台的底面相连接。
3.根据权利要求2所述的一种筛网焊接设备,其特征在于,所述弹力缓冲件为弹簧,所述弹簧被限制于限位平台与所述承载平台的底面之间。
4.根据权利要求1所述的一种筛网焊接设备,其特征在于,所述经丝仿形限位块的顶部设置有用于限位经丝的限位槽,相邻的两组经丝仿形限位块之间保留的间隙可供所述纬丝穿过。
5.根据权利要求1所述的一种筛网焊接设备,其特征在于,所述裁切机构用于裁切经丝,包括:裁切气缸、气缸安装板、第一导向板以及第二导向板,所述气缸安装板、第一导向板以及第二导向板之间通过四根导向柱相连接,所述裁切气缸输出端上设置有用于切断经丝的裁切刀。
6.根据权利要求1所述的一种筛网焊接设备,其特征在于,所述上压板以及纬丝限位工装均与外部变压器电性连接。
7.根据权利要求1所述的一种筛网焊接设备,其特征在于,所述一级动力源和第二动力源均为气缸。
技术总结
本技术公开了一种筛网焊接设备,包括:龙门架、上模组件、下模组件、顶升模组以及裁切机构,上模组件包括上模固定架、一级动力源及滑动设置于龙门架上的安装板,安装板的下方设置有若干组第二动力源,第二动力源的输出端上设置有上压板,下模组件包括下模固定架及纬丝限位工装,顶升模组包括若干组顶升气缸、承载平台、设置于承载平台上的Z字型安装座以及设置于Z字型安装座上的若干组经丝仿形限位块,承载平台通过第二滑轨与下模固定架实现滑动连接,顶升气缸的输出端与承载平台的底面相连接,本技术焊成的产品直接是平板式的,减少了多余的工作流程,效率高,为生产使用带来极大的便利。
技术研发人员:李明忠,胡建国
受保护的技术使用者:江苏劲博机械工程有限公司
技术研发日:20220926
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!