螺钉装卸及螺纹孔检测的一体三式自动化设备的制作方法
本技术涉及螺钉拆装设备,涉及螺钉装卸及螺纹孔检测设备,尤其涉及螺钉装卸及螺纹孔检测的一体三式自动化设备。
背景技术:
1、日常产品组装生产时,通常通过工人流水线式手持螺钉枪进行螺钉组装,通过螺钉枪正转或反转驱动,实现螺钉的安装或拆卸,使用性能上较为单一,使用用途受限,且人工操作劳动强度大,效率较低;部分产品的螺纹孔需进行检测,通常需要人工一个个的用螺纹检具检查,十分繁琐,效率极低。
技术实现思路
1、本实用新型针对现有螺钉枪功能较为单一、实用性弱及现有螺钉人工劳动强度大、安装效率低的问题,本实用新型所要解决的技术问题是提供一种集螺钉安装、螺钉拆卸及螺纹孔检测一体,多功能化、实用性强,且自动化设置减少劳动力,提高加工或生产效率的螺钉装卸及螺纹孔检测的一体三式自动化设备。
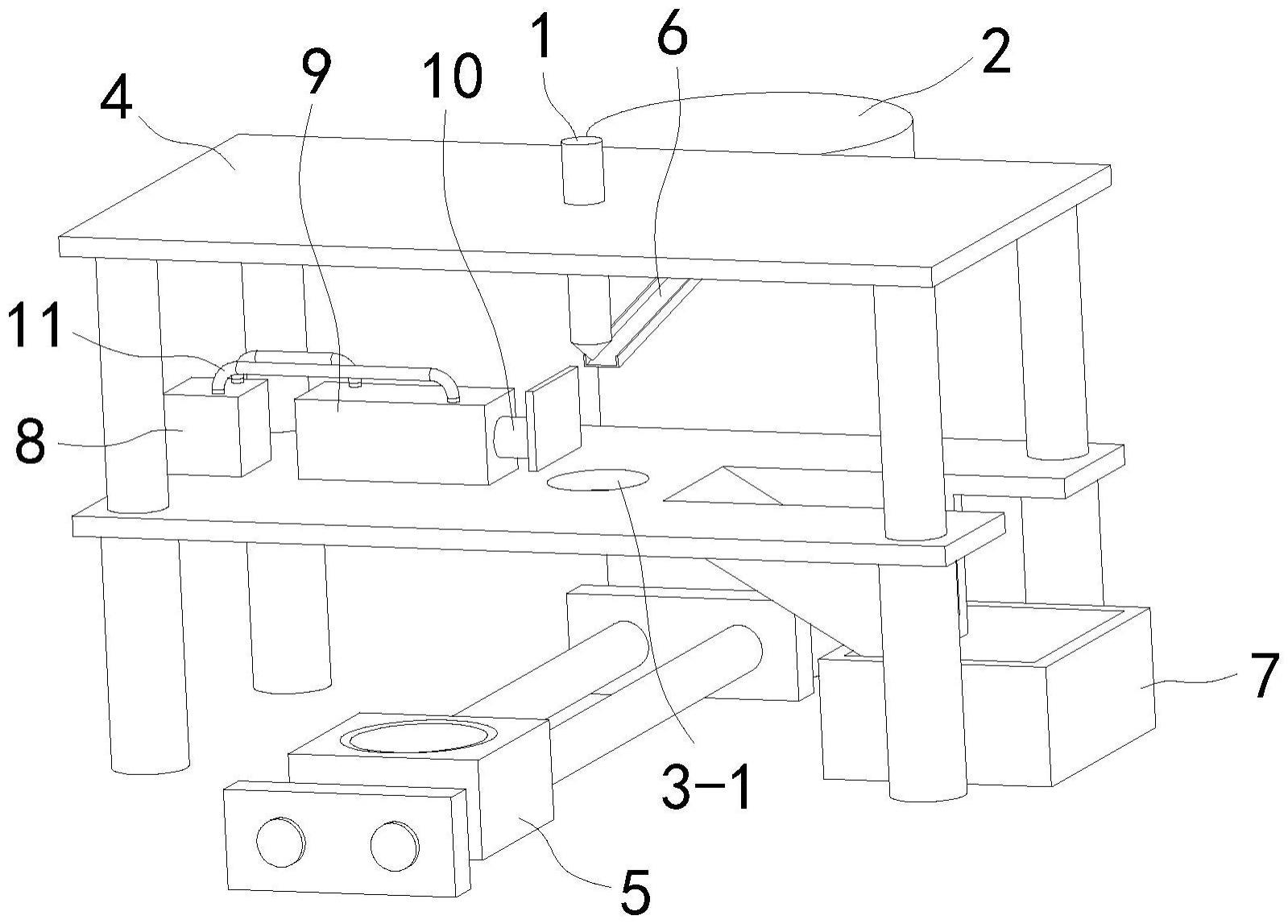
2、本实用新型解决上述技术问题所采用的技术方案为:螺钉装卸及螺纹孔检测的一体三式自动化设备,包括:
3、工件安装台,能水平位移;
4、定板,设于工件安装台上方,定板上设有通孔,工件安装台能水平位移至通孔正下方,或工件安装台能远离定板水平移动;
5、升降板,设于定板上方,能相对定板竖直升降;
6、螺钉枪,固定于升降板上,升降板下降,螺钉枪驱动端能从定板的通孔处移动至通孔下方;
7、振动盘送料机,储有若干螺钉,与螺钉枪的驱动端相连通,振动盘送料机能震动输送螺钉至螺钉枪的驱动端;
8、去螺钉组件,由泵体、缸体和伸缩杆组成,泵体固定在定板上,泵体连接缸体,伸缩杆设于缸体中,且泵体工作能驱动伸缩杆相对缸体伸出或回缩,定板上设有能转动操作的旋钮开关,缸体固定连接旋钮开关;
9、控制系统,控制工件安装台、振动盘送料机、螺钉枪、升降板及去螺钉组件依次工作;
10、使用状态一:振动盘送料机通电工作,且螺钉枪正转驱动螺钉安装,去螺钉组件断电停用,去螺钉组件中的伸缩杆偏离螺钉枪正下方;
11、使用状态二:振动盘送料机断电停用,去螺钉组件通电工作,螺钉枪反转驱动螺钉拆卸,且去螺钉组件中的伸缩杆能伸出并经过螺钉枪正下方;
12、使用状态三:振动盘送料机和去螺钉组件均通电工作,螺钉枪正转驱动螺钉安装后再反转驱动螺钉拆卸,且去螺钉组件中的伸缩杆能伸出并经过螺钉枪下方,所述控制系统控制同一螺钉旋入并旋出的次数,且控制系统判定与螺钉螺接的螺纹孔是否合格。
13、本实用新型进一步的优先方案为:所述旋钮开关旋转通电,泵体能驱动缸体中的伸缩杆伸缩活动途经螺钉枪驱动端的正下方;
14、所述旋钮开关旋转断电,缸体带动伸缩杆偏离螺钉枪驱动端的正下方。
15、本实用新型进一步的优先方案为:所述伸缩杆的伸缩方向与缸体的旋转方向垂直,且伸缩杆的伸缩方向平行于定板。
16、本实用新型进一步的优先方案为:所述控制系统控制工件安装台水平位移、升降板纵向升降、螺钉枪正转或反转、振动盘送料机通断电,以及泵体驱动伸缩杆相对缸体伸缩。
17、本实用新型进一步的优先方案为:设有带螺纹孔的工件,工件设于所述工件安装台上固定,螺钉枪的驱动端带动螺钉旋入或旋出所述工件的螺纹孔。
18、本实用新型进一步的优先方案为:所述螺钉枪的驱动端驱动螺钉旋入并旋出工件螺纹孔时产生扭力,控制系统通过扭力值变化范围判定工件的螺纹孔是否合格。
19、与现有技术相比,本实用新型的优点在,通过工件安装台、升降板、螺钉枪、振动盘送料机及去螺钉组件的设置,使得设备具有螺钉安装、螺钉拆卸及螺纹孔检测三种使用状态,实现设备的多功能性,提高了设备的多用途使用,且通过控制系统控制实现螺钉安装、螺钉拆卸及螺纹孔检测的自动化,减少劳动力,提高加工或生产效率。
技术特征:
1.螺钉装卸及螺纹孔检测的一体三式自动化设备,其特征在于,包括:
2.根据权利要求1所述的螺钉装卸及螺纹孔检测的一体三式自动化设备,其特征在于,所述旋钮开关旋转通电,泵体能驱动缸体中的伸缩杆伸缩活动途经螺钉枪驱动端的正下方;
3.根据权利要求2所述的螺钉装卸及螺纹孔检测的一体三式自动化设备,其特征在于,所述伸缩杆的伸缩方向与缸体的旋转方向垂直,且伸缩杆的伸缩方向平行于定板。
4.根据权利要求1所述的螺钉装卸及螺纹孔检测的一体三式自动化设备,其特征在于,所述控制系统控制工件安装台水平位移、升降板纵向升降、螺钉枪正转或反转、振动盘送料机通断电,以及泵体驱动伸缩杆相对缸体伸缩。
5.根据权利要求1所述的螺钉装卸及螺纹孔检测的一体三式自动化设备,其特征在于,设有带螺纹孔的工件,工件设于所述工件安装台上固定,螺钉枪的驱动端带动螺钉旋入或旋出所述工件的螺纹孔。
6.根据权利要求5所述的螺钉装卸及螺纹孔检测的一体三式自动化设备,其特征在于,所述螺钉枪的驱动端驱动螺钉旋入并旋出工件螺纹孔时产生扭力,控制系统通过扭力值变化范围判定工件的螺纹孔是否合格。
技术总结
本技术公开了一种螺钉装卸及螺纹孔检测的一体三式自动化设备,包括工件安装台、定板、升降板、螺钉枪、振动盘送料机及去螺钉组件,设有控制系统控制工件安装台、升降板、螺钉枪、振动盘送料机及去螺钉组件工作。与现有技术相比,本技术的优点在,通过工件安装台、升降板、螺钉枪、振动盘送料机及去螺钉组件的设置,使得设备具有螺钉安装、螺钉拆卸及螺纹孔检测三种使用状态,实现设备的多功能性,提高了设备的多用途使用,且通过控制系统控制实现螺钉安装、螺钉拆卸及螺纹孔检测的自动化,减少劳动力,提高加工或生产效率。
技术研发人员:魏斌,张小平,章巍松,胡金良,周小琴
受保护的技术使用者:金华新天齿轮有限公司
技术研发日:20220920
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!