一种车床用夹紧工装的制作方法
本技术涉及定位装夹,具体是一种车床用夹紧工装。
背景技术:
1、针对如附图1所示的零件(6),该零件(6)的内凹槽(601)面为圆弧面结构,目前采用的加工方式都是单件铣削或者磨削的加工方式,加工效率较低,无法适用大批量的零件生产。
技术实现思路
1、本实用新型的目的在于提供一种车床用夹紧工装,以解决背景技术中的技术问题。
2、为实现前述目的,本实用新型提供如下技术方案:
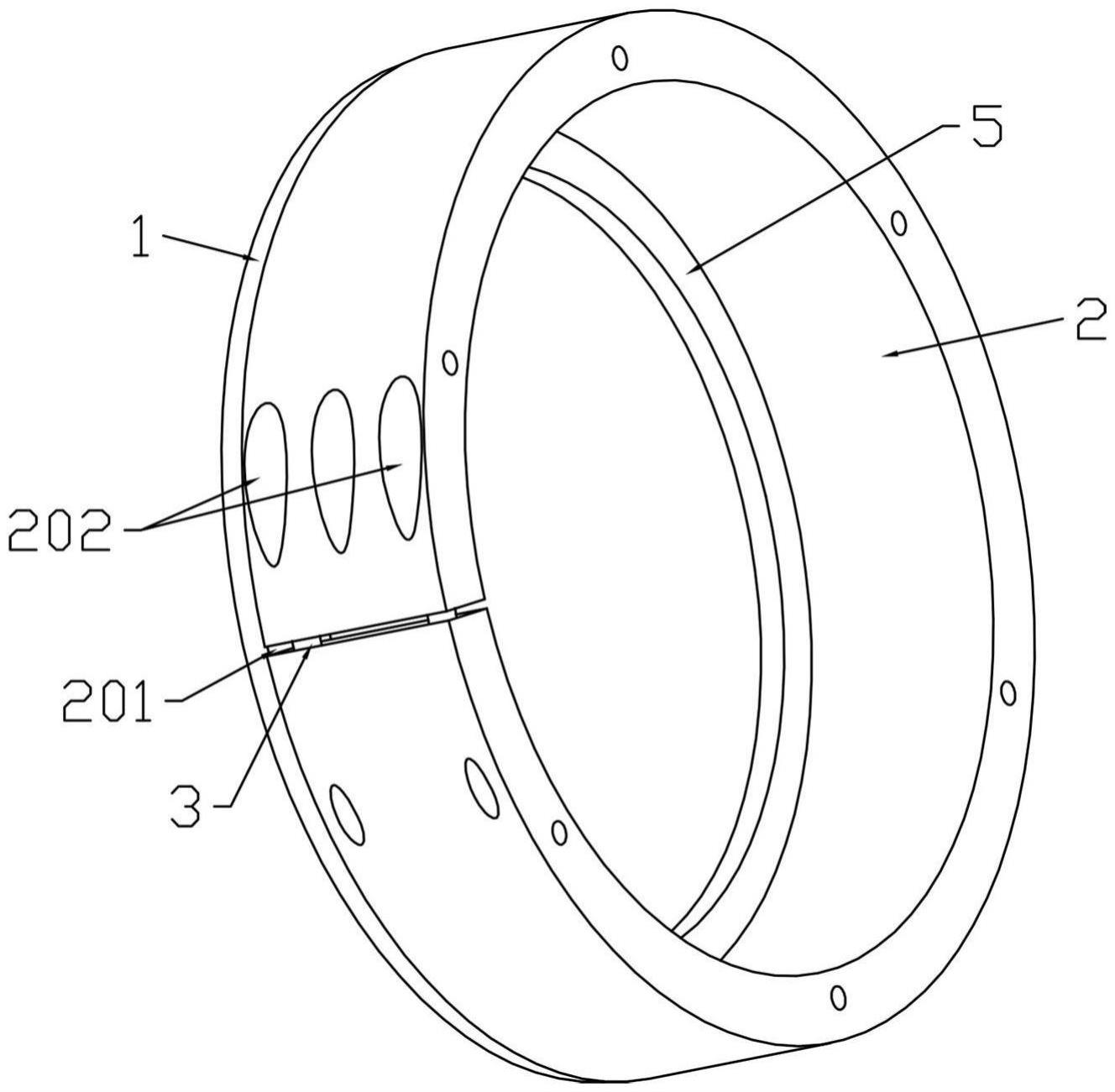
3、一种车床用夹紧工装,包括背板和外套箍,所述外套箍垂直固定在背板上,所述背板和外套箍均为圆环结构,所述背板与外套箍同轴设置,所述外套箍上设有开口,所述开口处设有连接件将开口的两端连接固定,零件依次并排沿着所述外套箍的内圈侧壁拼装放置。
4、所述外套箍的外圈直径大于或等于背板的外圈直径,所述外套箍的内圈直径大于背板的内圈直径,所述外套箍的内圈与背板的内圈直径差形成一支撑台用于支撑零件。
5、所述连接件为螺钉,所述开口位置设有两个螺钉安装孔,所述螺钉安装孔横跨开口的两端。
6、所述背板与外套箍通过若干个螺丝安装固定。
7、与现有技术相比,本申请的一种车床用夹紧工装,安装方式简便,将零件依次沿着外套箍的内圈壁进行放置,零件的台阶位置能抵靠在支撑台面上,再通过外套箍的开口位置对放置在其内圈上的零件进行锁紧定位,能实现多个零件进行同时内圆弧面的加工,提高了零件的加工效率和确保加工质量的稳定性,加工完毕后又可轻松打开而取下零件。
技术特征:
1.一种车床用夹紧工装,其特征在于:包括背板和外套箍,所述外套箍垂直固定在背板上,所述背板和外套箍均为圆环结构,所述背板与外套箍同轴设置,所述外套箍上设有开口,所述开口处设有连接件将开口的两端连接固定,零件依次并排沿着所述外套箍的内圈侧壁拼装放置。
2.根据权利要求1所述的一种车床用夹紧工装,其特征在于:所述外套箍的外圈直径大于或等于背板的外圈直径,所述外套箍的内圈直径大于背板的内圈直径,所述外套箍的内圈与背板的内圈直径差形成一支撑台用于支撑零件。
3.根据权利要求2所述的一种车床用夹紧工装,其特征在于:所述连接件为螺钉,所述开口位置设有两个螺钉安装孔,所述螺钉安装孔横跨开口的两端。
4.根据权利要求3所述的一种车床用夹紧工装,其特征在于:所述背板与外套箍通过若干个螺丝安装固定。
技术总结
本技术提供的一种车床用夹紧工装,包括背板和外套箍,所述外套箍垂直固定在背板上,所述背板和外套箍均为圆环结构,所述背板与外套箍同轴设置,所述外套箍上设有开口,所述开口处设有连接件将开口的两端连接固定,零件依次并排沿着所述外套箍的内圈侧壁拼装放置。与现有技术相比,本申请的一种车床用夹紧工装,安装方式简便,将零件依次沿着外套箍的内圈壁进行放置,零件的台阶位置能抵靠在支撑台面上,再通过外套箍的开口位置对放置在其内圈上的零件进行锁紧定位,能实现多个零件进行同时内圆弧面的加工,提高了零件的加工效率和确保加工质量的稳定性,加工完毕后又可轻松打开而取下零件。
技术研发人员:李浩然,江金生
受保护的技术使用者:东莞市普华精密机械有限公司
技术研发日:20220926
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!