一种用于加工水泵钳腰形锯齿内孔的推刀的制作方法
本技术涉及推刀,具体涉及一种用于加工水泵钳腰形锯齿内孔的推刀。
背景技术:
1、如图6所示为一种新设计的水泵钳,该水泵钳由l形钳头和一体化连接在l形钳头一端的钳柄所组成,在所述l形钳头上设置有腰形锯齿内孔,且腰形锯齿内孔的腰线中心线为一段弧形中心线。
2、上述水泵钳的目前的加工工艺是冲孔或线切割。但是冲孔加工的表面粗糙度差,钳子背面有崩口和冲拉伤;线切割加工效率低,不适合大批量生产。
3、为此,研发出一种用于加工水泵钳腰形锯齿内孔的推刀,以解决冲孔工质量差和线切割加工效率低的弊端。
技术实现思路
1、为了解决上述问题,本实用新型提出一种用于加工水泵钳腰形锯齿内孔的推刀,旨在提高腰形锯齿内孔的加工质量和加工效率。具体的技术方案如下:
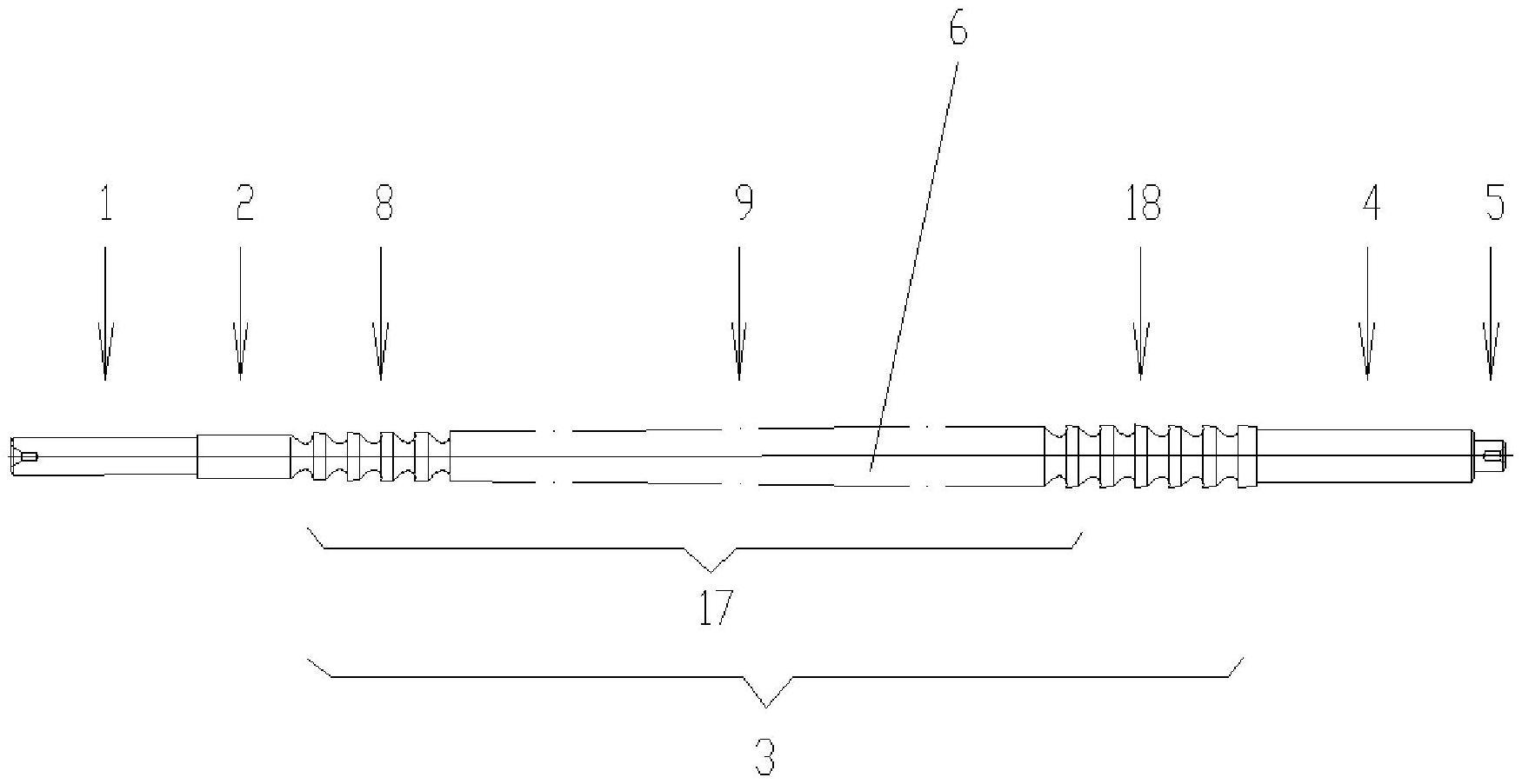
2、一种用于加工水泵钳腰形锯齿内孔的推刀,包括由前端装夹段、前端导向段、工作段、后端导向段、后端装夹段依次连接组成的一体化的杆体,所述工作段上设置有工作齿,所述工作段包括按照从所述前端导向段至后端导向段的方向依次连接的无锯齿切削段和有锯齿切削段;所述工作齿包括设置在所述无锯齿切削段上且沿轴向间隔同轴布置的若干数量腰形切削齿、设置在所述有锯齿切削段上且沿轴向间隔同轴布置的若干数量腰形锯齿切削齿;各所述腰形切削齿和各所述腰形锯齿切削齿的轴向投影轮廓尺寸按照从所述前端导向段至后端导向段的方向逐渐增大。
3、本实用新型中,所述腰形切削齿的轴向投影轮廓为由一段大内圆弧、一段大外圆弧和分别连接在所述一段大内圆弧、一段大外圆弧的两端端部之间的一段小外圆弧所组成的腰形封闭轮廓。
4、本实用新型中,所述腰形锯齿切削齿的轴向投影轮廓包括由一段大内圆弧、一段大外圆弧和分别连接在所述一段大内圆弧、一段大外圆弧的两端端部之间的一段小外圆弧所组成的腰形封闭轮廓,且在所述腰形锯齿切削齿的腰形封闭轮廓上位于所述一段大内圆弧、一段大外圆弧的位置间隔布置有若干数量的锯齿形齿。
5、优选的,所述腰形切削齿的轴向投影轮廓上沿周向间隔布置有若干数量的分屑槽,且轴向相邻的两个腰形切削齿的分屑槽在周向相互错开。
6、优选的,所述工作段包括按照从所述前端导向段至后端导向段的方向依次连接的切削段和校正段,所述腰形切削齿和所述腰形锯齿切削齿布置在所述切削段上,所述工作齿还包括设置在所述校正段上的若干数量的腰形锯齿校正齿。
7、本实用新型中,轴向相邻的两个工作齿之间设置有容屑槽。
8、优选的,所述前端装夹段、后端装夹段的轴向投影轮廓形状均为矩形。
9、本实用新型中,所述前端导向段、后端导向段的轴向投影轮廓形状均为腰形。
10、本实用新型中,所述腰形切削齿、腰形锯齿切削齿和腰形锯齿校正齿的前角为11~13°、后角为2.5~3.5°。
11、本实用新型中,所述杆体的两端设置有中心孔。
12、本实用新型中,所述水泵钳包括l形钳头和连接所述l形钳头一端的钳柄,在所述l形钳头靠所述钳柄一侧的部位设置有腰形锯齿内孔;所述腰形锯齿内孔的腰线中心线为一段弧形中心线。
13、本实用新型中,水泵钳的预留孔是腰形孔(其是采用冲孔工艺去除大部分加工余量而形成),再用本实用新型的水泵钳腰形锯齿内孔的推刀进行精加工,推刀加工出来的腰形锯齿内孔表面粗糙度好,齿形清晰。
14、本实用新型的推刀是按渐成法原理设计,将加工余量一层一层地顺序切下,工件上的被加工表面是由许多刀齿的侧刃逐渐形成的,这种方式适合齿形较复杂的成形表面拉削加工。
15、本实用新型中,推刀的刀齿和刀槽均做成圆弧形,刀齿和刀槽都在数控磨床上加工,根据图纸编程,以推刀二端中心孔定位,砂轮修成平形或斜面,回轴轴和高度轴联动,分别磨推刀的前导、后导圆弧面和各个刀齿,各个刀齿有齿升量;同理修成形砂轮,磨出圆弧刀槽。
16、为提高推刀制作的质量,推刀磨加工分粗精磨,增加时效处理减少应力变形,增加冰冷处理使残余的奥氏体组织转化为更稳定的马氏体。
17、本实用新型中,圆弧刀齿刃宽大于4毫米开分屑槽,利于断屑。
18、本实用新型的有益效果是:
19、第一,本实用新型的一种用于加工水泵钳腰形锯齿内孔的推刀,采用特殊设计的推刀杆体截面形状和设置相应形状的工作齿,实现了水泵钳腰形锯齿内孔的高效推削加工,并克服了传统水泵钳腰形锯齿内孔采用线切割加工效率低、成本高的弊端。
20、第二,本实用新型的一种用于加工水泵钳腰形锯齿内孔的推刀,推刀两端的前端装夹段、后端导向段的截面形状设置为矩形,可方便推刀安装时的打表校正,且矩形截面的装夹段也方便了推刀的侧向固定,从而提高推刀安装的可靠性和稳定性。
技术特征:
1.一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,包括由前端装夹段、前端导向段、工作段、后端导向段、后端装夹段依次连接组成的一体化的杆体,所述工作段上设置有工作齿,所述工作段包括按照从所述前端导向段至后端导向段的方向依次连接的无锯齿切削段和有锯齿切削段;所述工作齿包括设置在所述无锯齿切削段上且沿轴向间隔同轴布置的若干数量腰形切削齿、设置在所述有锯齿切削段上且沿轴向间隔同轴布置的若干数量腰形锯齿切削齿;各所述腰形切削齿和各所述腰形锯齿切削齿的轴向投影轮廓尺寸按照从所述前端导向段至后端导向段的方向逐渐增大。
2.根据权利要求1所述的一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,所述腰形切削齿的轴向投影轮廓为由一段大内圆弧、一段大外圆弧和分别连接在所述一段大内圆弧、一段大外圆弧的两端端部之间的一段小外圆弧所组成的腰形封闭轮廓。
3.根据权利要求1所述的一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,所述腰形锯齿切削齿的轴向投影轮廓包括由一段大内圆弧、一段大外圆弧和分别连接在所述一段大内圆弧、一段大外圆弧的两端端部之间的一段小外圆弧所组成的腰形封闭轮廓,且在所述腰形锯齿切削齿的腰形封闭轮廓上位于所述一段大内圆弧、一段大外圆弧的位置间隔布置有若干数量的锯齿形齿。
4.根据权利要求2所述的一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,所述腰形切削齿的轴向投影轮廓上沿周向间隔布置有若干数量的分屑槽,且轴向相邻的两个腰形切削齿的分屑槽在周向相互错开。
5.根据权利要求1所述的一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,所述工作段包括按照从所述前端导向段至后端导向段的方向依次连接的切削段和校正段,所述腰形切削齿和所述腰形锯齿切削齿布置在所述切削段上,所述工作齿还包括设置在所述校正段上的若干数量的腰形锯齿校正齿。
6.根据权利要求5所述的一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,轴向相邻的两个工作齿之间设置有容屑槽。
7.根据权利要求1所述的一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,所述前端装夹段、后端装夹段的轴向投影轮廓形状均为矩形;所述前端导向段、后端导向段的轴向投影轮廓形状均为腰形。
8.根据权利要求1所述的一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,所述腰形切削齿、腰形锯齿切削齿和腰形锯齿校正齿的前角为11~13°、后角为2.5~3.5°。
9.根据权利要求1所述的一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,所述杆体的两端设置有中心孔。
10.根据权利要求1所述的一种用于加工水泵钳腰形锯齿内孔的推刀,其特征在于,所述水泵钳包括l形钳头和连接所述l形钳头一端的钳柄,在所述l形钳头靠所述钳柄一侧的部位设置有腰形锯齿内孔;所述腰形锯齿内孔的腰线中心线为一段弧形中心线。
技术总结
本技术涉及推刀技术领域,具体涉及一种用于加工水泵钳腰形锯齿内孔的推刀,包括由前端装夹段、前端导向段、工作段、后端导向段、后端装夹段依次连接组成的一体化的杆体,所述工作段上设置有工作齿,所述工作段包括按照从所述前端导向段至后端导向段的方向依次连接的无锯齿切削段和有锯齿切削段;所述工作齿包括设置在所述无锯齿切削段上且沿轴向间隔同轴布置的若干数量腰形切削齿、设置在所述有锯齿切削段上且沿轴向间隔同轴布置的若干数量腰形锯齿切削齿;各所述腰形切削齿和各所述腰形锯齿切削齿的轴向投影轮廓尺寸按照从所述前端导向段至后端导向段的方向逐渐增大。本技术提高了腰形锯齿内孔的加工质量和加工效率。
技术研发人员:陆少峰,韩小刚,黄炯
受保护的技术使用者:江阴塞特精密工具有限公司
技术研发日:20220928
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!