一种螺旋自卷管成型机的制作方法
本技术涉及自卷管成型机领域,尤其涉及一种螺旋自卷管成型机。
背景技术:
1、现今用于线束防护用自卷管都是普通直线型开口自卷设计,基本防护功能都具备,但传统设计的平直开口自卷管形式已无法满足现有电子产品进步所带来的线束布线所需,比如在大幅度弯曲位置需要寻找新的设计形式的自卷管,以便解决大幅度弯曲布线时传统自卷管所出现的弯曲露线及张开等问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种螺旋自卷管成型机。
2、为了实现上述目的,本实用新型采用了如下技术方案:一种螺旋自卷管成型机,包括皮带牵引机,所述皮带牵引机的一侧设置有第一安装座,所述第一安装座的上表面一侧固定连接有冷却风扇,所述第一安装座的上表面另一侧固定连接有成型加热管,所述成型加热管的外壁连接有加热管支座,所述第一安装座的一侧固定连接有中心支架,所述成型加热管的一侧设置有气胀轴,所述气胀轴的一侧固定连接有空心旋转盘,所述空心旋转盘的一侧连接有路径支架,所述空心旋转盘的一侧设置有铜管直管器,所述铜管直管器的下表面固定连接有调整架子。
3、作为上述技术方案的进一步描述:
4、所述气胀轴的外壁滑动连接有成卷编织带。
5、作为上述技术方案的进一步描述:
6、所述路径支架的内壁连接有可调路径角度支架,所述可调路径角度支架转连接在空心旋转盘的内部。
7、作为上述技术方案的进一步描述:
8、所述铜管直管器的内壁滑动连接有直铜管。
9、作为上述技术方案的进一步描述:
10、调整架子的下表面固定连接有第二安装座。
11、作为上述技术方案的进一步描述:
12、所述皮带牵引机有上下两组牵引皮带,所述成型加热管是由一段铁管制成,铁管两端焊有法兰插槽,法兰插槽插入端面盖板,端面盖板加工有圆孔。
13、作为上述技术方案的进一步描述:
14、所述路径支架设置有可调位置钢辊,可调位置钢辊,设置有可调位置钢圈。
15、作为上述技术方案的进一步描述:
16、所述冷却风扇设置在成型加热管出口位置。
17、本实用新型具有如下有益效果:
18、1、本实用新型中,首先将加热管法兰插槽两端放入端面盖板,在将成卷编织带安装到气胀轴上,将成卷编织带穿过路径支架处等待,最后将连续长的或断续长度的螺旋自卷管的内径相等的外径铜管从铜管直管器中穿出,穿过成型加热管,穿至皮带牵引机中,在慢速运行皮带牵引机,手动转动编织带缠绕到铜管上,在设置好螺距,运转空心旋转盘。通过皮带牵引机将缠绕在铜管上的编织带输送至成型加热管高温定型,在经过冷却风扇冷却,带出皮带牵引机,再将成型后地缠绕在铜管上的编织带从铜管上拆下来,就得到螺旋自卷管,通过这种设计达到了加热时间短,能耗低的效果,还达到了不需要更换成型加热管,只需要更换端面盖板的效果。
技术特征:
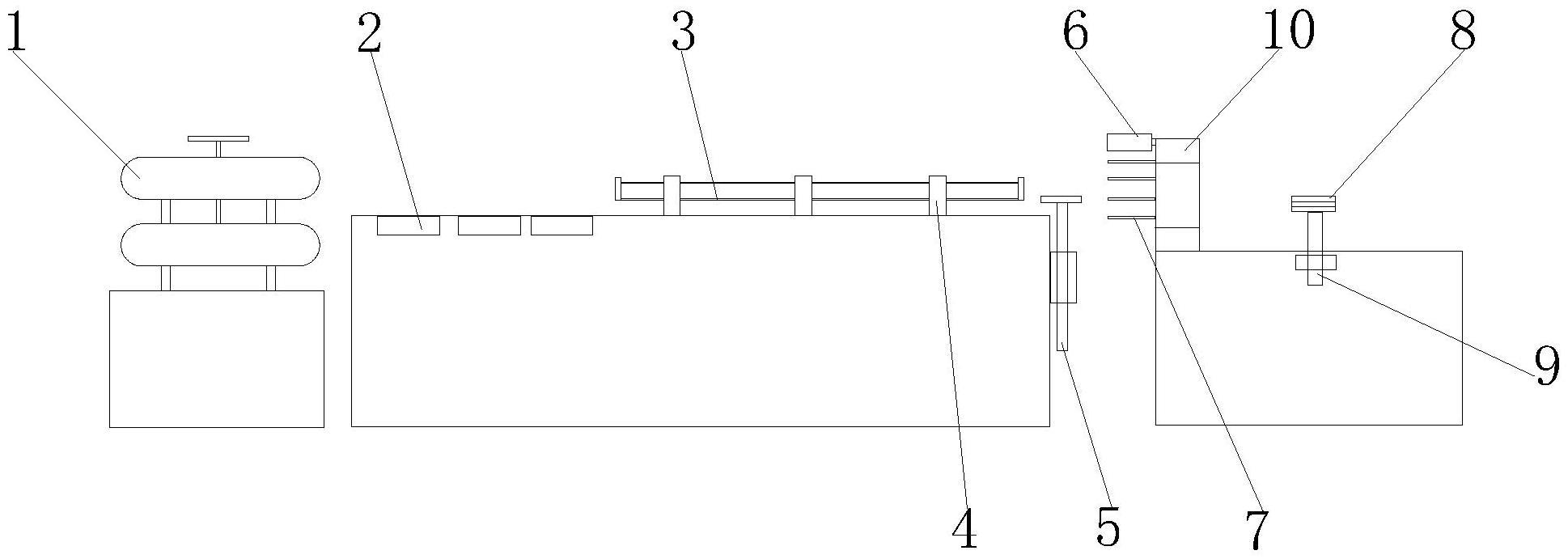
1.一种螺旋自卷管成型机,包括皮带牵引机(1),其特征在于:所述皮带牵引机(1)的一侧设置有第一安装座,所述第一安装座的上表面一侧固定连接有冷却风扇(2),所述第一安装座的上表面另一侧固定连接有成型加热管(3),所述成型加热管(3)的外壁连接有加热管支座(4),所述第一安装座的一侧固定连接有中心支架(5),所述成型加热管(3)的一侧设置有气胀轴(6),所述气胀轴(6)的一侧固定连接有空心旋转盘(10),所述空心旋转盘(10)的一侧连接有路径支架(7),所述空心旋转盘(10)的一侧设置有铜管直管器(8),所述铜管直管器(8)的下表面固定连接有调整架子(9)。
2.根据权利要求1所述的一种螺旋自卷管成型机,其特征在于:所述气胀轴(6)的外壁滑动连接有成卷编织带(11)。
3.根据权利要求1所述的一种螺旋自卷管成型机,其特征在于:所述路径支架(7)的内壁连接有可调路径角度支架(12),所述可调路径角度支架(12)转动连接在空心旋转盘(10)的内部。
4.根据权利要求1所述的一种螺旋自卷管成型机,其特征在于:所述铜管直管器(8)的内壁滑动连接有直铜管(13)。
5.根据权利要求1所述的一种螺旋自卷管成型机,其特征在于:调整架子(9)的下表面固定连接有第二安装座。
6.根据权利要求1所述的一种螺旋自卷管成型机,其特征在于:所述皮带牵引机(1)有上下两组牵引皮带,所述成型加热管(3)是由一段铁管制成,铁管两端焊有法兰插槽,法兰插槽插入端面盖板,端面盖板加工有圆孔。
7.根据权利要求1所述的一种螺旋自卷管成型机,其特征在于:所述路径支架(7)设置有可调位置钢辊,可调位置钢辊,设置有可调位置钢圈。
8.根据权利要求1所述的一种螺旋自卷管成型机,其特征在于:所述冷却风扇(2)设置在成型加热管(3)出口位置。
技术总结
本技术涉及自卷管成型机领域,公开了一种螺旋自卷管成型机,包括皮带牵引机,所述皮带牵引机的一侧设置有第一安装座,所述第一安装座的上表面一侧固定连接有冷却风扇,所述第一安装座的上表面另一侧固定连接有成型加热管,所述成型加热管的外壁连接有加热管支座,所述第一安装座的一侧固定连接有中心支架,所述成型加热管的一侧设置有气胀轴,所述气胀轴的一侧固定连接有空心旋转盘,所述空心旋转盘的一侧连接有路径支架。本技术中,通过气胀轴、成卷编织袋、路径支架、铜管直管器、成型加热管、空心旋转盘与冷却风扇的设计,达到了加热时间短,能耗低的效果,还达到了不需要更换成型加热管,只需要更换端面盖板的效果。
技术研发人员:赵强,许明星,杨洋,周东良,付志丹,付井玲,付志友
受保护的技术使用者:大连经纬新材料有限公司
技术研发日:20220926
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!