一种错位折弯模具的制作方法
1.本实用新型涉及冲压模具技术领域,尤其是一种错位折弯模具。
背景技术:
2.现有技术中,一板件,包括一第一方形板件和一第二方形板件,该第一方形板件的一端向外延伸水平部,该第二方形板件与该第一方形板件同向的一端向与水平部垂直的方向延伸有垂直部,该板件需要先通过一第一折弯模具将水平部进行折弯,使得水平部向与垂直部相同的方向折弯,再通过一第二折弯模具将第二方形板件进行折弯,使得第二方形板件与第一方形板件垂直,进而使得第二方形板件的垂直部旋转90度与水平部叠置在一起,这种板件的折弯作业需要采用两种折弯模具分两次折弯才能完成,不仅模具制造成本高,而且模具成型折弯工序多。
3.因此,现有技术有待于改进和提高。
技术实现要素:
4.针对现有技术中存在的不足之处,本实用新型的目的是提供一种错位折弯模具,其不仅降低了模具制造成本,而且减少了模具成型折弯工序。
5.为实现上述目的,本实用新型所采用的技术方案是:
6.一种错位折弯模具,包括一上模和一下模,上模包括一上模座、一第一冲头,一第二冲头、一弹簧以及一压料板,上模座的下表面中部通过弹簧连接有压料板,压料板沿宽度方向的一端设置有第一冲头,压料板沿长度方向的一侧设置有第二冲头,第一冲头的长度小于第二冲头的长度;下模包括一下模座、一下模板、一第一冲头靠块以及一第二冲头靠块,下模座上设置有与压料板对应配合的下模板,下模板沿宽度方向的一端设置有与第一冲头相配合的第一冲头靠块,下模板与第一冲头靠块之间形成有供第一冲头进行折弯作业的一第一避空位;下模板沿长度方向的一侧设置有与第二冲头相配合的第二冲头靠块,下模板与第二冲头靠块之间形成有供第二冲头进行折弯作业的一第二避空位。
7.进一步的,下模板上表面上设置有定位凸起,压料板下表面上设置有与定位凸起相适配的定位凹槽。
8.与现有技术相比,本实用新型的有益效果是:
9.由于采用上述的结构设计,上模座上通过设置长度不一的第一冲头和第二冲头与下模座相配合,实现一步成型折弯,减少了模具成型折弯工序,降低了模具制造成本。
附图说明
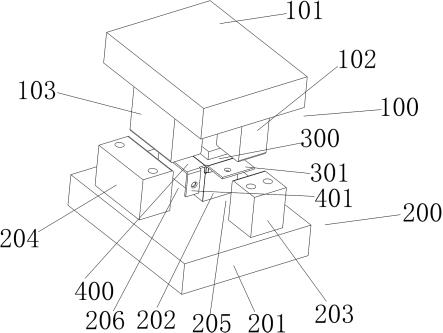
10.附图1为本实用新型的结构示意图;
11.附图2为本实用新型的侧视图。
12.图中各标号分别是:
13.100-上模、200-下模;300-第一方形板件、400-第二方形板件、500-弹簧;
14.101-上模座、102-第一冲头、103-第二冲头、104-压料板、105-弹簧;
15.201-下模座、202-下模板、203-第一冲头靠块、204-第二冲头靠块、205-第一避空位、206-第二避空位;
16.2021-定位凸起;
17.1041-定位凹槽;
18.301-水平部;
19.401-垂直部。
具体实施方式
20.下面结合具体实施例对本实用新型进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本实用新型,但不以任何形式限制本实用新型。应当指出的是,对本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进。这些都属于本实用新型的保护范围。
21.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
22.实施例:
23.请参见图1和图2,本实用新型一种错位折弯模具,包括一上模100和一下模200,上模100包括一上模座101、一第一冲头102,一第二冲头103、一弹簧105以及一压料板104,上模座100的下表面中部通过弹簧105连接有压料板104,压料板104沿宽度方向的一端设置有第一冲头102,压料板104沿长度方向的一侧设置有第二冲头103,第一冲头102的长度小于第二冲头103的长度;下模200包括一下模座201、一下模板202、一第一冲头靠块203以及一第二冲头靠块204,下模座201上设置有与压料板104对应配合的下模板202,下模板202沿宽度方向的一端设置有与第一冲头102相配合的第一冲头靠块203,下模板202与第一冲头靠块203之间形成有供第一冲头102下行进行折弯作业的一第一避空位205;下模板202沿长度方向的一侧设置有与第二冲头102相配合的第二冲头靠块204,下模板202与第二冲头靠块204之间形成有供第二冲头102下行进行折弯作业的一第二避空位206;工作时,先将板件置于下模板202上,水平部301位于第一避空位205的上方,第二方形板件400为第二避空位206的上方;上模100下行,压料板104将板件的第一方形板件300压紧于下模板202上,上模100继续下行,长度较短的第一冲头102首先对水平部301进行折弯成型,上模100继续下行,长度较长的第二冲头103然后对第二方形板件400进行折弯成型,使得第二方形板件400与第一方形板件300垂直,同时第二方形板件400带动其垂直部401旋转90度,与水平部301叠置在一起;此时上模100下行已达死点,到达死点后上模100开始上行复位,板件实现一步成型折弯,减少了模具成型折弯工序,降低了模具制造成本。
24.于本实施例中,下模板202上表面上设置有定位凸起2021,压料板104下表面上设置有与定位凸起2021相适配的定位凹槽1041,通过定位凸起2021与定位凹槽1041的配合,实现对下模板202上的板件进行定位,保证板件加工时的稳定性。
25.综上,本实用新型通过上述的结构设计,解决现有技术中的不足之处,具有结构简
单合理、工序少、成本低等特点。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.一种错位折弯模具,包括一上模和一下模,其特征在于:上模包括一上模座、一第一冲头,一第二冲头、一弹簧以及一压料板,上模座的下表面中部通过弹簧连接有压料板,压料板沿宽度方向的一端设置有第一冲头,压料板沿长度方向的一侧设置有第二冲头,第一冲头的长度小于第二冲头的长度;下模包括一下模座、一下模板、一第一冲头靠块以及一第二冲头靠块,下模座上设置有与压料板对应配合的下模板,下模板沿宽度方向的一端设置有与第一冲头相配合的第一冲头靠块,下模板与第一冲头靠块之间形成有供第一冲头进行折弯作业的一第一避空位;下模板沿长度方向的一侧设置有与第二冲头相配合的第二冲头靠块,下模板与第二冲头靠块之间形成有供第二冲头进行折弯作业的一第二避空位。2.根据权利要求1所述的错位折弯模具,其特征在于:下模板上表面上设置有定位凸起,压料板下表面上设置有与定位凸起相适配的定位凹槽。
技术总结
本实用新型公开了一种错位折弯模具,包括上模和下模,上模包括上模座、第一冲头,第二冲头、弹簧以及压料板,上模座的下表面中部通过弹簧连接有压料板,压料板沿宽度方向的一端设置有第一冲头,压料板沿长度方向的一侧设置有第二冲头,第一冲头的长度小于第二冲头的长度;下模包括下模座、下模板、第一冲头靠块以及第二冲头靠块,下模座上设置有与压料板对应配合的下模板,下模板沿宽度方向的一端设置有与第一冲头相配合的第一冲头靠块;下模板沿长度方向的一侧设置有与第二冲头相配合的第二冲头靠块。本实用新型的上模座上通过设置长度不一的第一冲头和第二冲头与下模座相配合,实现一步成型折弯,减少了模具成型折弯工序,降低了模具制造成本。了模具制造成本。了模具制造成本。
技术研发人员:陈荣 魏将华 陆石平
受保护的技术使用者:祥鑫科技股份有限公司
技术研发日:2022.09.29
技术公布日:2023/1/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1