一种改善厚板件翻边碎裂纹的翻边整形模具的制作方法
1.本实用新型涉及模具技术领域,具体地说是一种改善厚板件翻边碎裂纹的翻边整形模具。
背景技术:
2.目前,随着模具行业的发展,自动化程度的要求越来越高,每分钟生产速度即spm值要求越来越高,要不断突破极限,才具成本优势,更具竞争力。尤其对于底盘类零件,料厚厚有很多零件在3mm以上,量产模具磨损后,料厚较厚的钣金件修边后就更易产生毛刺,再加上部分伸长翻边处受拉应力,有伸长现象,翻边前后线长变长,如凹弧翻边处翻边后存翻边变薄现象,就会在零件边缘产生看似碎裂纹的质量缺陷,影响零件交付、正常生产,从而导致生产停线,影响正常的生产供货需求。
技术实现要素:
3.本实用新型为克服现有技术的不足,提供一种改善厚板件翻边碎裂纹的翻边整形模具。
4.为实现上述目的,设计一种改善厚板件翻边碎裂纹的翻边整形模具,包括上模座,其特征在于:所述的上模座下端设有上模压料芯,上模压料芯左右两侧分别设有上模侧整刀块,上模侧整刀块下侧设有下模整形刀块,下模整形刀块一侧侧壁设有凸起。
5.所述的上模压料芯、上模侧整刀块与下模整形刀块之间设有放置板件的板件加工腔。
6.所述的凸起的上端与板件的下端相贴合。
7.所述的凸起凸出的长度为3-4mm。
8.所述的上模侧整刀块上端连接斜楔机构。
9.所述的下模整形刀块下端设有下模座。
10.本实用新型同现有技术相比,结构简单,在现有下模整形刀块结构的基础上进行改进,对板件容易产生碎裂纹的位置进行支撑,保证板件易产生碎裂纹的位置也能墩死,从而改善板件边缘的翻边质量。
附图说明
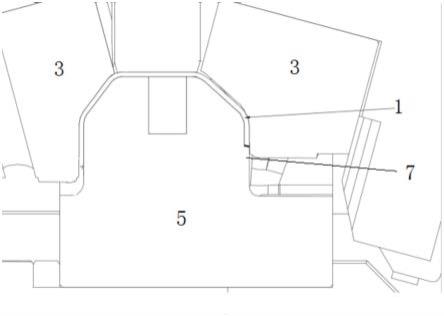
11.图1为本实用新型的结构示意图。
12.图2为本实用新型厚板件处的局部放大图。
具体实施方式
13.下面根据附图对本实用新型做进一步的说明。
14.实施例一:
15.如图1至图2所示,上模座2下端设有上模压料芯8,上模压料芯8左右两侧分别设有
上模侧整刀块3,上模侧整刀块3下侧设有下模整形刀块5,下模整形刀块5一侧侧壁设有凸起7。
16.上模压料芯8、上模侧整刀块3与下模整形刀块5之间设有放置板件1的板件加工腔。
17.凸起7的上端与板件1的下端相贴合。
18.凸起7凸出的长度为3-4mm。
19.上模侧整刀块3上端连接斜楔机构4。
20.下模整形刀块5下端设有下模座6。
21.具体使用时,局部需要设置整形区域的板件1与下模整形刀块5接触的一侧侧壁上设置凸起7。本实施例中,由于在对板件1的实际加工中,板件1右侧需要整形,容易产生碎裂纹,因此,如图2所示,本实施例在下模整形刀块5的右侧侧壁设有凸起7,由于板件1左侧不易产生碎裂纹,因此本实施例下模整形刀块5左侧的结构不作出改变。
22.具体使用时,将待加工的板件1放置在板件加工腔内,接着上模座2在机床作用下,带动上模压料芯8下压在板件1上端,斜楔机构4在机床的作用下带动上模侧整刀块3对板件1两侧进行翻边整形。此时凸起7上端与板件1下端相贴合,对板件1的加工起到支撑作用。保证上模压料芯8、上模侧整刀块3冲压到最低位置时,板件1下端与凸起7上端相互贴合,板件1易产生碎裂纹的位置也能墩死,从而使其受压,改善组织结构,从而达到解决碎裂纹的问题,改善板件1边缘的翻边质量。
技术特征:
1.一种改善厚板件翻边碎裂纹的翻边整形模具,包括上模座,其特征在于:所述的上模座(2)下端设有上模压料芯(8),上模压料芯(8)左右两侧分别设有上模侧整刀块(3),上模侧整刀块(3)下侧设有下模整形刀块(5),下模整形刀块(5)一侧侧壁设有凸起(7)。2.根据权利要求1所述的一种改善厚板件翻边碎裂纹的翻边整形模具,其特征在于: 所述的上模压料芯(8)、上模侧整刀块(3)与下模整形刀块(5)之间设有放置板件(1)的板件加工腔。3.根据权利要求1所述的一种改善厚板件翻边碎裂纹的翻边整形模具,其特征在于:所述的凸起(7)的上端与板件(1)的下端相贴合。4.根据权利要求1所述的一种改善厚板件翻边碎裂纹的翻边整形模具,其特征在于: 所述的凸起(7)凸出的长度为3-4mm。5.根据权利要求1所述的一种改善厚板件翻边碎裂纹的翻边整形模具,其特征在于:所述的上模侧整刀块(3)上端连接斜楔机构(4)。6.根据权利要求1所述的一种改善厚板件翻边碎裂纹的翻边整形模具,其特征在于: 所述的下模整形刀块(5)下端设有下模座(6)。
技术总结
本实用新型涉及模具技术领域,具体地说是一种改善厚板件翻边碎裂纹的翻边整形模具。一种改善厚板件翻边碎裂纹的翻边整形模具,包括上模座,其特征在于:所述的上模座下端设有上模压料芯,上模压料芯左右两侧分别设有上模侧整刀块,上模侧整刀块下侧设有下模整形刀块,下模整形刀块一侧侧壁设有凸起。同现有技术相比,结构简单,在现有下模整形刀块结构的基础上进行改进,对板件容易产生碎裂纹的位置进行支撑,保证板件易产生碎裂纹的位置也能墩死,从而改善板件边缘的翻边质量。从而改善板件边缘的翻边质量。从而改善板件边缘的翻边质量。
技术研发人员:郭照宇
受保护的技术使用者:上海博汇模具有限公司
技术研发日:2022.09.29
技术公布日:2023/3/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1