铝合金板材多规格压制模具的制作方法
1.本实用新型涉及一种铝合金压制模具,尤其涉及一种铝合金板材多规格压制模具。
背景技术:
2.加工铝合金板材多采用冲压工艺。如附图1和附图2所示的两种型号的铝合金板材,其区别在于由于工件总体长度不同造成的切槽长度(即图中的尺寸a)不同以及腰型孔与圆形孔之间的距离不同。如果采用两种压制模具分别加工两种型号的铝合金板材不仅会造成资源的浪费,还会因更换压制模具降低生产效率。基于此,需要对现有的压制模具进行改进,使之能够同时加工出两种型号的铝合金板材。
技术实现要素:
3.实用新型目的:为了使一种压制模具加工出两种型号的铝合金板材,本实用新型提供一种铝合金板材多规格压制模具。
4.技术方案:为实现上述目的,本实用新型的一种铝合金板材多规格压制模具,包括可相互分离或相互对合的上模和下模,所述上模设置有冲切刀具,所述下模设置有供冲切刀具穿过的第一刀孔;所述冲切刀具包括固定刀具和活动刀具,所述固定刀具与上模相对固定,所述活动刀具与上模相对滑动,所述上模连接有用于阻止活动刀具滑动的顶块;所述活动刀具可滑动至使活动刀具的底面与固定刀具的底面相互平齐或相互错开。
5.优选地,所述上模包括可相对或相背滑动的第一板件和第二板件,所述固定刀具和顶块分别连接至第一板件,所述第二板件设置有供冲切刀具穿过的第二刀孔;所述第一板件设置于第二板件的上方,所述第二板件设置于下模的上方。
6.优选地,所述顶块与第一板件水平滑动连接,所述活动刀具与第一板件竖直滑动连接;所述顶块滑动至活动刀具上方可阻止活动刀具向上滑动。
7.优选地,所述下模设置两排用于限位的定位柱,两排定位柱分置待加工件宽度方向的两侧;所述上模设置有定位孔,所述上模与下模对合时,所述定位柱伸至定位孔内。
8.优选地,所述下模设置有用于限位的顶尺,所述顶尺设置于待加工件长度方向的一侧。
9.优选地,所述顶尺沿待加工件的长度方向设置有至少两个孔部,紧固件穿过其中一孔部并与下模连接。
10.优选地,所述第二板件连接有导向杆,所述导向杆向上穿过第一板件并与螺母连接,所述导向杆套设连接有弹性套,所述弹性套设置于第一板件和第二板件之间。
11.本实用新型的一种铝合金板材多规格压制模具,至少具有以下技术效果:
12.(1)该压制模具设置有活动刀具,当顶块滑动至活动刀具上方时可以阻碍活动刀具向上滑动从而使活动刀具的底部与固定刀具的底部始终平齐,活动刀具与固定刀具配合加工出如附图2所述型号的产品;当顶块滑动至与活动刀具相互错开时,所述活动刀具可自
由上下滑动,压制待加工件时,由于活动刀具可自由上下滑动而不起切削作用,固定刀具加工出如图1所述型号的产品。
13.(2)本实用新型设置有顶尺,以配合不同型号的产品的加工。
附图说明
14.图1为第一种待加工零件的结构示意图;
15.图2为第二种待加工零件的结构示意图;
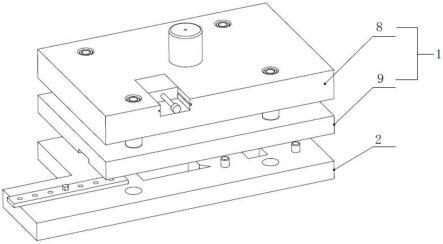
16.图3为本实用新型的结构示意图;
17.图4为本实用新型所述上模底面的结构示意图;
18.图5为本实用新型所述上模的结构示意图;
19.图6为本实用新型所述上模的结构爆炸图;
20.图7为本实用新型所述下模的顶面的结构示意图;
21.图8为加工第一种待加工零件时的原理示意图;
22.图9为加工第二种待加工零件时的原理示意图。
23.在图中,1、上模;2、下模;3、冲切刀具;4、第一刀孔;5、固定刀具;6、活动刀具;7、顶块;8、第一板件;9、第二板件;10、第二刀孔;11、定位柱;12、待加工件;13、定位孔;14、顶尺;15、导向杆;16、螺母;17、弹性套。
具体实施方式
24.以下结合附图1至附图9对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
25.一种铝合金板材多规格压制模具,包括上模1和下模2,上模1和下模2分别固定至冲压机,且上模1设置于下模2的上方,在冲压机的带动下,上模1可向下滑动至与下模2贴合或向上滑动至与下模2分离。上模1包括第一板件8和第二板件9,第一板件8设置于第二板件9的上方,第二板件9设置于下模2的上方。第一板件8和第二板件9可相对或相背滑动,具体地,第二板件9连接有导向杆15,导向杆15向上穿过第一板件8后并与螺母16连接,导向杆15套设连接有弹性套17,弹性套17为可压缩的橡胶材质,弹性套17设置于第一板件8和第二板件9之间。第一板件8受力向下滑动靠近第二板件9,弹性套17被压缩并形成下限位;第一板件8受力消失,弹性套17反弹使第一板件8反向滑动远离第二板件9。
26.上模1设置有冲切刀具3,冲切刀具3包括固定刀具5和活动刀具6,其中固定刀具5固定连接至第一板件8,活动刀具6可与第一板件8和第二板件9相对滑动,上模1连接有用于阻止活动刀具6滑动的顶块7,活动刀具6可滑动至使活动刀具6的底面与固定刀具5的底面相互平齐或相互错开。具体地,固定刀具5和顶块7分别连接至第一板件8,下模2和第二板件9分别设置有供冲切刀具3穿过的第一刀孔4和第二刀孔10;顶块7与第一板件8水平滑动连接,活动刀具6与第一板件8竖直滑动连接,顶块7滑动至活动刀具6上方可阻止活动刀具6滑动。当顶块7滑动至活动刀具6上方阻止活动刀具6向上滑动时,活动刀具6才能与固定刀具5一样实现冲切。
27.下模2设置两排用于限位的定位柱11,两排定位柱11分置待加工件12宽度方向的两侧;上模1设置有定位孔13,上模1与下模2对合时,定位柱11伸至定位孔13内。下模2设置
有用于限位的顶尺14,顶尺14设置于待加工件12长度方向的一侧。顶尺14沿待加工件12的长度方向设置有至少两个孔部,紧固件穿过其中一孔部并与下模2连接。顶尺14应根据待加工件12的型号做相应调节。
28.利用本压制模具加工如图1所示的铝合金板材的步骤如图8所示,此时应滑动顶块7,使活动刀具6能自由滑动。加工时,分两步冲切,第一步冲切包括第一次切断、冲压圆孔和冲压槽;第二次冲切仅包括第二次切断。
29.利用本压制模具加工如图2所示的铝合金板材的步骤如图9所示,此时首先应调节顶尺14,然后滑动顶块7至活动刀具6的上方,使活动刀具6不能向上滑动。加工时,分两步冲切,第一步冲切包括第一次切断、冲压圆孔和冲压槽;第二次冲切包括第二次切断和二次冲压槽。
30.图8和图9中粗线表示该加工工序中的切断面。
31.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种铝合金板材多规格压制模具,其特征在于:包括可相互分离或相互对合的上模(1)和下模(2),所述上模(1)设置有冲切刀具(3),所述下模(2)设置有供冲切刀具(3)穿过的第一刀孔(4);所述冲切刀具(3)包括固定刀具(5)和活动刀具(6),所述固定刀具(5)与上模(1)相对固定,所述活动刀具(6)与上模(1)相对滑动,所述上模(1)连接有用于阻止活动刀具(6)滑动的顶块(7);所述活动刀具(6)可滑动至使活动刀具(6)的底面与固定刀具(5)的底面相互平齐或相互错开。2.根据权利要求1所述的铝合金板材多规格压制模具,其特征在于:所述上模(1)包括可相对或相背滑动的第一板件(8)和第二板件(9),所述固定刀具(5)和顶块(7)分别连接至第一板件(8),所述第二板件(9)设置有供冲切刀具(3)穿过的第二刀孔(10);所述第一板件(8)设置于第二板件(9)的上方,所述第二板件(9)设置于下模(2)的上方。3.根据权利要求2所述的铝合金板材多规格压制模具,其特征在于:所述顶块(7)与第一板件(8)水平滑动连接,所述活动刀具(6)与第一板件(8)竖直滑动连接;所述顶块(7)滑动至活动刀具(6)上方可阻止活动刀具(6)向上滑动。4.根据权利要求1所述的铝合金板材多规格压制模具,其特征在于:所述下模(2)设置两排用于限位的定位柱(11),两排定位柱(11)分置待加工件(12)宽度方向的两侧;所述上模(1)设置有定位孔(13),所述上模(1)与下模(2)对合时,所述定位柱(11)伸至定位孔(13)内。5.根据权利要求1所述的铝合金板材多规格压制模具,其特征在于:所述下模(2)设置有用于限位的顶尺(14),所述顶尺(14)设置于待加工件(12)长度方向的一侧。6.根据权利要求5所述的铝合金板材多规格压制模具,其特征在于:所述顶尺(14)沿待加工件(12)的长度方向设置有至少两个孔部,紧固件穿过其中一孔部并与下模(2)连接。7.根据权利要求2所述的铝合金板材多规格压制模具,其特征在于:所述第二板件(9)连接有导向杆(15),所述导向杆(15)向上穿过第一板件(8)并与螺母(16)连接,所述导向杆(15)套设连接有弹性套(17),所述弹性套(17)设置于第一板件(8)和第二板件(9)之间。
技术总结
本实用新型涉及一种铝合金板材多规格压制模具,涉及铝合金压制模具技术领域,包括可相互分离或相互对合的上模和下模,所述上模设置有冲切刀具,所述下模设置有供冲切刀具穿过的第一刀孔;所述冲切刀具包括固定刀具和活动刀具,所述固定刀具与上模相对固定,所述活动刀具与上模相对滑动,所述上模连接有用于阻止活动刀具滑动的顶块;所述活动刀具可滑动至使活动刀具的底面与固定刀具的底面相互平齐或相互错开。本实用新型所述的一种铝合金板材多规格压制模具,能够加工多种型号的铝合金板材。材。材。
技术研发人员:马仁怀 高亮
受保护的技术使用者:山东新活新材料科技有限公司
技术研发日:2022.10.12
技术公布日:2023/2/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1