一种用于汽车后拖钩后加强板的连续冲切机构的制作方法
本技术涉及汽车部件冲压,特别是涉及一种用于汽车后拖钩后加强板的连续冲切机构。
背景技术:
1、后拖钩后加强板是汽车的重要配件之一,在汽车部件的生产加工过程中,冲压成型是不可缺少的一道工序。
2、目前,在后拖钩后加强板的生产过程中,由于后拖钩后加强板上具有一个深度较大的翻孔/边,如果只采用现有的一次成型翻孔冲压技术,则会导致翻孔侧壁开裂等问题,不仅降低了冲压的质量,而且工作效率低。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种用于汽车后拖钩后加强板的连续冲切机构具有可靠性能高、定位精确、结构紧凑等优点,同时在汽车部件冲压的应用及普及上有着广泛的市场前景。
2、为解决上述技术问题,本实用新型采用的一个技术方案是:
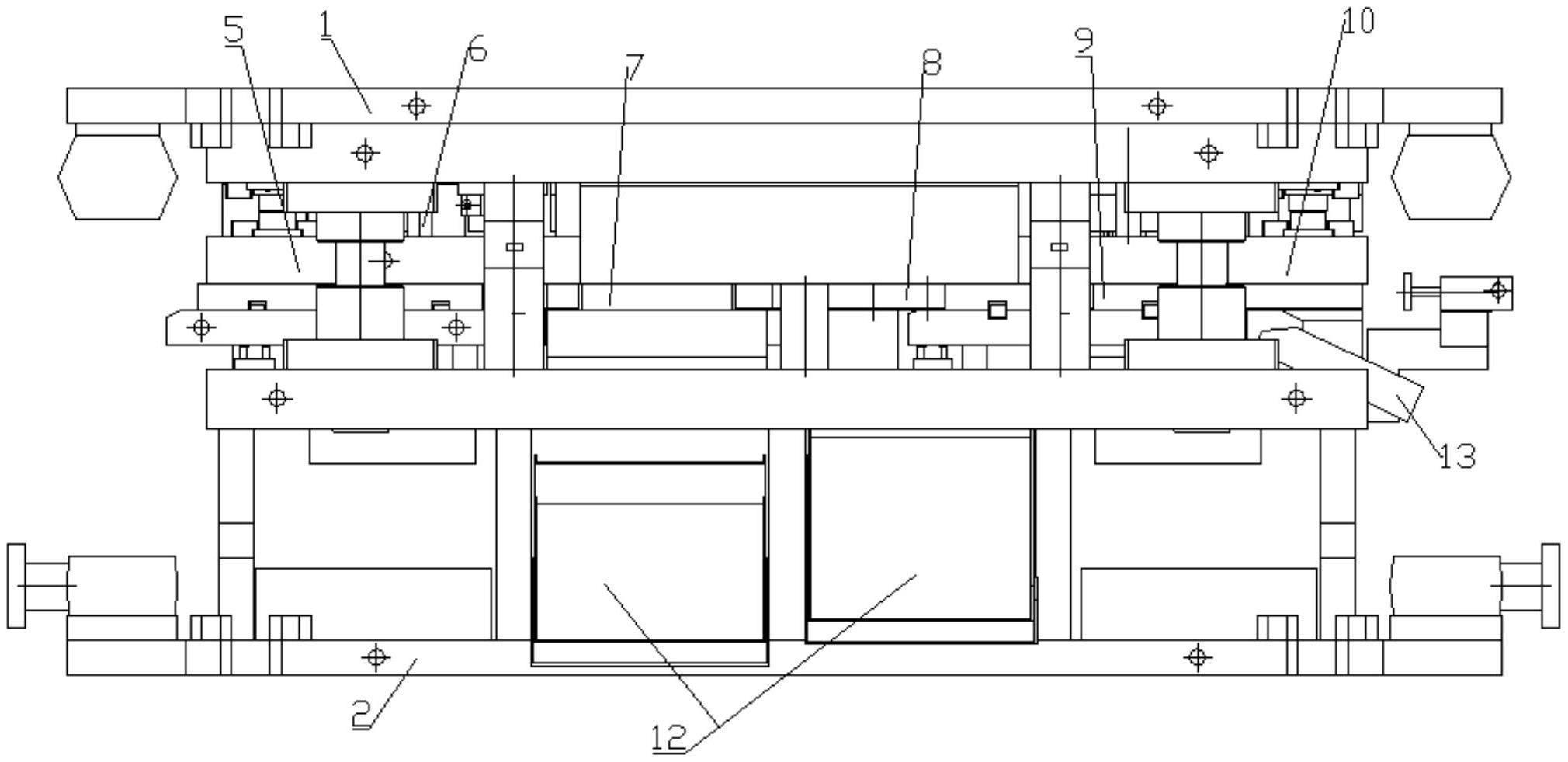
3、提供一种用于汽车后拖钩后加强板的连续冲切机构,其包括:上模座、下模座、下模板、导料限位架以及依次设置于上下模座上的一次成型单元、第一冲孔单元、二次成型单元、第二冲孔单元、内圈切边单元和分离单元,所述下模板弹性设置于所述下模座上,所述导料限位架设置于所述下模板两侧的下模座上,以对下模板上的产品料带进行导向和上下方向的限位,
4、所述一次成型单元包括一次翻孔凹模、一次翻孔凸模,所述一次翻孔凹模设置于所述下模板上,所述一次翻孔凸模的上端与所述上模座相连接,其下端与所述一次翻孔凹模对产品翻孔位置进行第一次翻边,以形成下压包,
5、所述二次成型单元包括二次翻孔凹模、二次翻孔凸模、外框切边冲刀、外框切边冲口,所述二次翻孔凹模和所述外框切边冲口设置于所述下模板上,所述二次翻孔凸模和所述外框切边冲刀的上端与所述上模座相连接,所述二次翻孔凸模的下端与所述二次翻孔凹模配合对产品翻孔位置进行第二次冲压翻边,以形成完整翻孔结构,所述外框切边冲刀的下端与所述外框切边冲口配合以冲切掉产品的外侧边,
6、所述内圈切边单元包括内圈切边冲刀、内圈切边冲口,所述内圈切边冲口设置于所述下模板上,所述内圈切边冲刀的上端与所述上模座相连接,其下端与所述内圈切边冲口配合以冲切掉产品的内圈料块,
7、所述分离单元包括分离冲头、分离冲口,所述分离冲口设置于所述下模板上,所述分离冲头的上端与所述上模座相连接,其下端与所述分离冲口配合以冲切分离出两个最终产品。
8、在本实用新型一个较佳实施例中,所述导料限位架为倒l型结构。
9、在本实用新型一个较佳实施例中,所述下模板通过弹性螺栓或弹簧与所述下模座相连接。
10、在本实用新型一个较佳实施例中,所述上模座上弹性设置有压料板。
11、在本实用新型一个较佳实施例中,连续冲切机构为一模两腔式结构。
12、在本实用新型一个较佳实施例中,所述第一冲孔单元包括第一冲孔冲头、第一冲孔冲口、仿形定位架,所述仿形定位架设置于所述下模板上,所述第一冲孔冲口设置于所述仿形定位架上,所述第一冲孔冲头的上端与所述上模座相连接,其下端与所述第一冲孔冲口配合对产品进行冲孔。
13、在本实用新型一个较佳实施例中,所述第二冲孔单元包括第二冲孔冲头、第二冲孔冲口、定位座、用于避让翻孔位置的避让槽,所述定位座设置于所述下模板上,所述第二冲孔冲口和所述避让槽设置于所述定位座上,所述第二冲孔冲头的上端与所述上模座相连接,其下端与所述第二冲孔冲口配合对产品进行冲孔。
14、在本实用新型一个较佳实施例中,外框切边冲口和第二冲孔冲口内弹性设置有用于顶起产品的脱料块。
15、在本实用新型一个较佳实施例中,第一冲孔冲口、外框切边冲口、内圈切边冲口和第二冲孔冲口的下方连接有用于输送废料的废料导架。
16、在本实用新型一个较佳实施例中,所述分离冲口的下方连接有出料导槽。
17、本实用新型的有益效果是:通过两组翻孔单元依次对产品的翻孔位置进行分步式翻孔冲压处理,最终形成完整的翻孔,可以大大提高产品冲压的质量,防止产品开裂损坏,有助于产品的成型,提高生产的效率。
技术特征:
1.一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,包括:上模座、下模座、下模板、导料限位架以及依次设置于上下模座上的一次成型单元、第一冲孔单元、二次成型单元、第二冲孔单元、内圈切边单元和分离单元,所述下模板弹性设置于所述下模座上,所述导料限位架设置于所述下模板两侧的下模座上,以对下模板上的产品料带进行导向和上下方向的限位,
2.根据权利要求1所述的一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,所述导料限位架为倒l型结构。
3.根据权利要求1所述的一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,所述下模板通过弹性螺栓或弹簧与所述下模座相连接。
4.根据权利要求1所述的一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,所述上模座上弹性设置有压料板。
5.根据权利要求1所述的一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,连续冲切机构为一模两腔式结构。
6.根据权利要求1所述的一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,所述第一冲孔单元包括第一冲孔冲头、第一冲孔冲口、仿形定位架,所述仿形定位架设置于所述下模板上,所述第一冲孔冲口设置于所述仿形定位架上,所述第一冲孔冲头的上端与所述上模座相连接,其下端与所述第一冲孔冲口配合对产品进行冲孔。
7.根据权利要求1所述的一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,所述第二冲孔单元包括第二冲孔冲头、第二冲孔冲口、定位座、用于避让翻孔位置的避让槽,所述定位座设置于所述下模板上,所述第二冲孔冲口和所述避让槽设置于所述定位座上,所述第二冲孔冲头的上端与所述上模座相连接,其下端与所述第二冲孔冲口配合对产品进行冲孔。
8.根据权利要求1所述的一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,外框切边冲口和第二冲孔冲口内弹性设置有用于顶起产品的脱料块。
9.根据权利要求1所述的一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,第一冲孔冲口、外框切边冲口、内圈切边冲口和第二冲孔冲口的下方连接有用于输送废料的废料导架。
10.根据权利要求1所述的一种用于汽车后拖钩后加强板的连续冲切机构,其特征在于,所述分离冲口的下方连接有出料导槽。
技术总结
本技术公开了一种用于汽车后拖钩后加强板的连续冲切机构,包括:上模座、下模座、下模板、导料限位架,所述下模板弹性设置于所述下模座上,所述导料限位架设置于所述下模板两侧的下模座上,以对下模板上的产品料带进行导向和上下方向的限位,以便料带连续进料。通过上述方式,本技术一种用于汽车后拖钩后加强板的连续冲切机构,通过两组翻孔单元依次对产品的翻孔位置进行分步式翻孔冲压处理,最终形成完整的翻孔,可以大大提高产品冲压的质量,防止产品开裂损坏,有助于产品的成型,提高生产的效率。
技术研发人员:焦磊磊
受保护的技术使用者:江苏泽恩汽机车部品制造有限公司
技术研发日:20221018
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!