一种连续挤压产品高效节能吹干装置的制作方法
本技术属于金属加工领域,尤其涉及铜、铝产品的连续挤压生产领域。
背景技术:
1、连续挤压铜铝产品通过挤压成型,挤压出来的高温产品通过冷却、吹干后才能收卷。往往吹干工序是挤压过程中比较重要的工序,产品吹不干容易导致产品存放过程中发生氧化。以往产品吹干有两种方式,一种直接用压缩空气进行吹干,这种方式吹干后产品表面容易产生潮气,也会导致产品氧化。另一种方式在吹干器后再加一道电加热热风烘干工序,这样又增加了能耗,增加了生产成本。
技术实现思路
1、本实用新型的目的是解决连续挤压产品吹干易氧化,能耗高的问题,提供一种连续挤压产品高效节能吹干装置提高工作效率。
2、本实用新型为解决上述问题所采用的技术方案是:
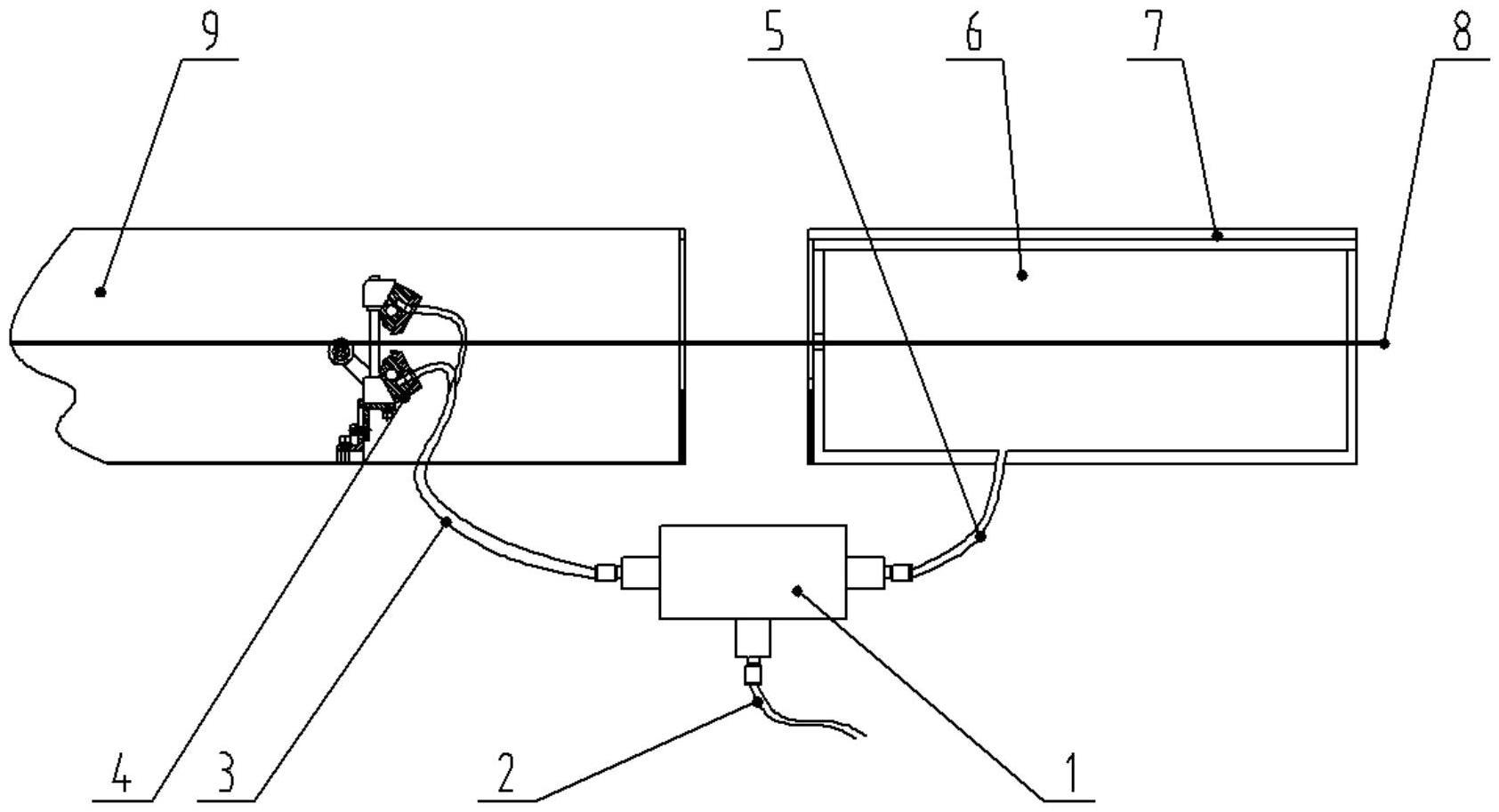
3、一种连续挤压产品高效节能吹干装置,包括涡流管1,涡流管1上开设有进气孔,压缩空气进气管2通过进气孔与涡流管1相连接;涡流管1上还开设有冷风出气孔,冷风出气管3一端插入冷风出气孔中,冷风出气管3的另一端连接吹干器4,吹干器4设置在冷却水箱9内的产品出口处;涡流管1上还开设有热风出气孔,烘干箱6通过热风出气管5连接热风出气孔。
4、优选的是,烘干箱6内设有保温层7,用于将烘干箱内的热风温度维持在60-70℃。
5、优选的是,涡流管1设置在冷却水箱9出口处,将单一的压缩空气源转换成-10-0℃的冷风通过冷风出气管3输送给吹干器4和60-70℃的热风通过热风出气管5输送到烘干箱6内。
6、优选的是,压缩空气进气管2与外部压缩空气源相连,另一端与涡流管1相连,压缩空气进气管利用工业标准压缩空气作为唯一的动力源,不需要电能便可得到热风源,节省大量的能耗。
7、优选的是,冷风出气管3中的冷风温度控制在-10-0℃。
8、优选的是,热风出气管5中的热风温度控制在60-70℃,与冷风温差为60-80℃。
9、本实用新型的有益效果在于,通过涡流管实现将压缩空气转换成冷风和热风,再将冷风送给吹干器,将热风送给烘干箱、挤压产品先经过冷风的吹干器将残留的水吹掉,再经过含有热风的烘干箱,使挤压产品表面得到彻底的吹、烘干,使用单一的压缩空气源来实现吹干功能,既能达到很好的吹干效果又能降低使用成本,提高设备使用的经济性能,降低企业的生产成本。
技术特征:
1.一种连续挤压产品高效节能吹干装置,其特征在于,包括涡流管(1),所述涡流管(1)上开设有进气孔,压缩空气进气管(2)通过所述进气孔与所述涡流管(1)相连接;所述涡流管(1)上还开设有冷风出气孔,冷风出气管(3)一端插入所述冷风出气孔中,所述冷风出气管(3)的另一端连接吹干器(4),所述吹干器(4)设置在冷却水箱(9)的出口处;涡流管(1)上还开设有热风出气孔,烘干箱(6)通过热风出气管(5)连接所述热风出气孔。
2.根据权利要求1所述的连续挤压产品高效节能吹干装置,其特征在于,所述烘干箱(6)内设有保温层(7),用于将烘干箱内热风温度维持在60-70℃。
3.根据权利要求1所述的连续挤压产品高效节能吹干装置,其特征在于,所述涡流管(1)设置在冷却水箱(9)出口处。
4.根据权利要求1所述的连续挤压产品高效节能吹干装置,其特征在于,所述压缩空气进气管(2)与外部压缩空气源相连。
5.根据权利要求1所述的连续挤压产品高效节能吹干装置,其特征在于,所述冷风出气管(3)中的冷风温度控制在-10-0℃。
6.根据权利要求1所述的连续挤压产品高效节能吹干装置,其特征在于,所述热风出气管(5)中的热风温度控制在60-70℃。
技术总结
本技术公开一种连续挤压产品高效节能吹干装置,包括涡流管,涡流管上开设有进气孔,压缩空气进气管通过进气孔与涡流管相连接;涡流管上开设有冷风出气孔,冷风出气管一端插入冷风出气孔中,冷风出气管另一端连接吹干器,吹干器设置在冷却水箱内的出口处;涡流管上还开设有热风出气孔,烘干箱通过热风出气管连接热风出气孔。本技术主要解决连续挤压产品吹干易氧化问题,既能保证产品吹干效果,又能降低能耗,降低生产成本。
技术研发人员:韩景全,张鹏,凌长友,冷冰,张旭,闫志勇
受保护的技术使用者:大连康丰科技有限公司
技术研发日:20221020
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!