一种扁顶针装夹工装的制作方法
本技术属于机械加工,尤其涉以及一种扁顶针装夹工装。
背景技术:
1、扁顶针是注塑模具的顶出系统的重要组成部分,多应用于注塑产品的筋位底部或者顶出区域较为狭长的场合。通常,扁顶针包括头部、圆柱部以及扁位部,其中,扁位部的横截面呈方形状,是参与定位的重要部分。
2、由于注塑产品的筋位、狭长区域多种多样,对应的扁顶针的规格也多种多样,目前,扁顶针主要是单个加工的,每加工一个都需要加工设备开机、停机以及扁顶针装夹,生产效率非常低。
技术实现思路
1、本实用新型的目的在于提供一种扁顶针装夹工装,旨在解决现有扁顶针的加工效率低的问题。
2、本实用新型公开了一种扁顶针装夹工装,所述扁顶针装夹工装包括:
3、底座,在所述底座上间隔设有多个平行的装夹槽;
4、滑座,所述滑座沿多个所述装夹槽的排列方向滑动安装在所述底座上;
5、侧部锁紧结构,沿所述滑座的滑动方向设置在所述底座与所述滑座之间;
6、压块,正对多个所述装夹槽设置,并且沿靠近/远离多个所述装夹槽的方向滑动安装在所述滑座上,在所述压块上对应每个所述装夹槽处分别设有能够移动至所述装夹槽内的侧压结构;
7、以及正压锁紧结构,用于固定连接所述压块与底座。
8、作为一种改进,所述侧压结构包括沿所述装夹槽的延伸方向间隔设置多个压头。
9、作为一种改进,在所述底座上间隔设有多块底座长形板,多块所述底座长形板均沿所述滑座的滑动方向延伸,相邻的两块所述底座长形板之间形成引导槽,在每块所述底座长形板上分别设有多个底座凹槽,多块所述底座长形板上对应位置处的一排所述底座凹槽形成一个所述装夹槽;所述压头的个数与所述引导槽的个数一一对应,并且分别插入对应的所述引导槽内。
10、作为一种改进,所述压块包括板体,在所述板体上对应每个所述引导槽处分别设有压块长形板,所述压块长形板插入对应的所述引导槽内,在所述压块长形板对应每个所述装夹槽处分别设有压块凹槽,所述压块凹槽的侧边处的长形板部分形成所述压头。
11、作为一种改进,所述滑座正对多个所述装夹槽设置;所述滑座包括框架,所述框架围成矩形状的安装空腔,所述压块的外形与所述安装空腔的形状相适配,并且能够沿所述安装空腔的侧壁滑动
12、作为一种改进,在所述框架对应多个所述装夹槽的两端部处分别设有侧板,在所述侧板上对应多个所述装夹槽的端部处分别设有卡槽。
13、作为一种改进,在所述压块上设有沿所述滑座的滑动方向延伸的长形通孔,在所述底座上对应所述长形通孔处设有第一螺纹孔;所述正压锁紧结构为正压锁紧螺栓,所述正压锁紧螺栓的杆体用于穿过所述长形通孔与所述第一螺纹孔连接,所述正压锁紧螺栓的端帽用于压在所述压块远离多个所述装夹槽的一侧处。
14、作为一种改进,在所述正压锁紧螺栓对应所述长形通孔的杆体上设有环槽;在所述压块内嵌设有沿所述滑座的滑动方向设置的限位杆,所述限位杆穿过所述长形通孔并且卡在所述环槽内,所述环槽在所述正压锁紧螺栓的轴线方向的宽度大于所述限位杆在所述正压锁紧螺栓的轴线方向的厚度。
15、作为一种改进,所述限位杆设置有两根,分别设置在所述长形通孔两侧的侧壁处。
16、作为一种改进,在所述底座上间隔设有两个支撑块,所述滑座分别与两个所述支撑块滑动连接;多个所述装夹槽设置在两个所述支撑块之间,并且多个所述装夹槽沿两个所述支撑块的间隔设置方向依次排列。
17、作为一种改进,在其中一个所述支撑块上设有安装块,所述侧部锁紧结构设置在所述安装块与所述滑座之间。
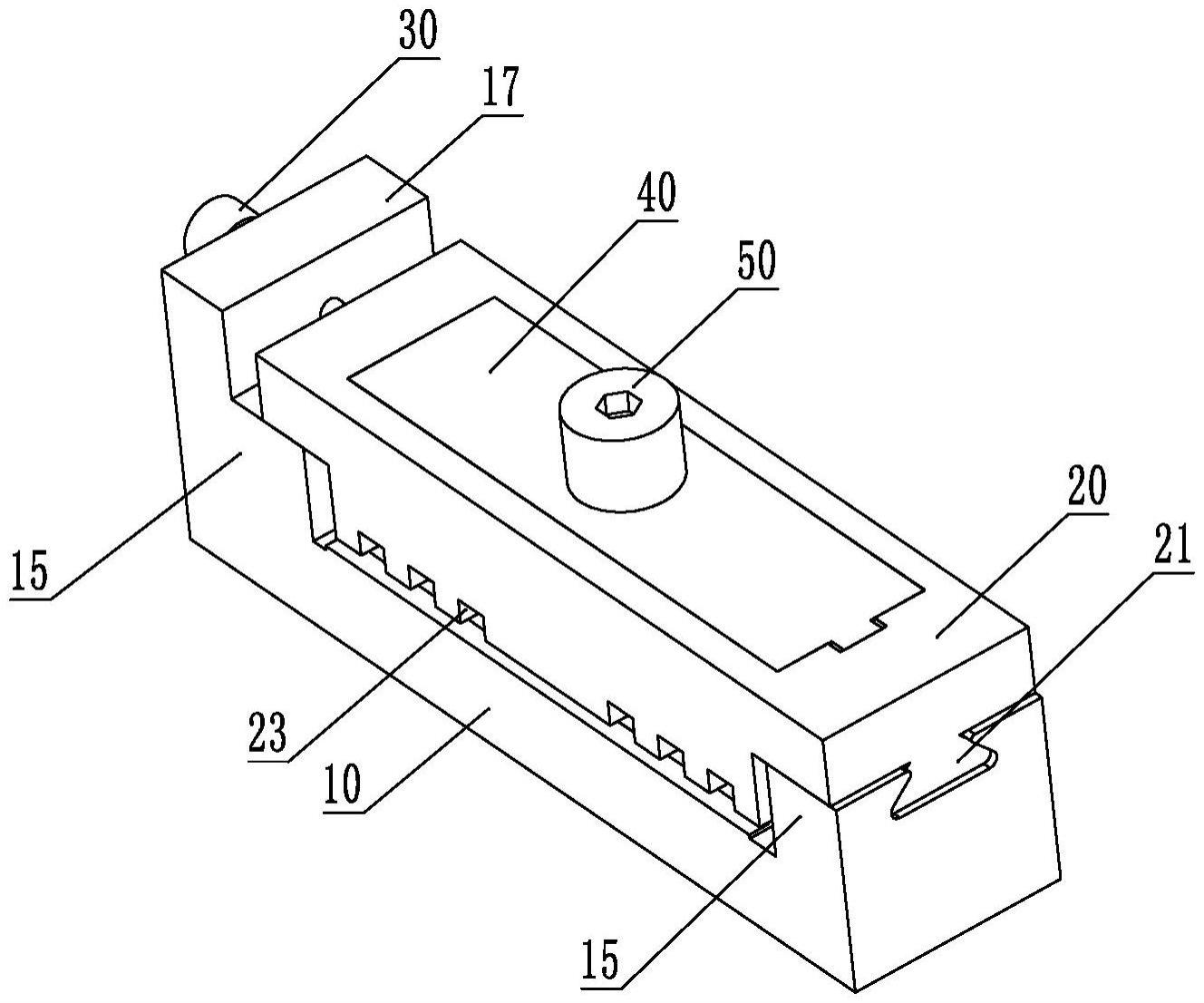
18、由于采用了上述技术方案,本实用新型的扁顶针装夹工装包括底座,在底座上间隔设有多个平行的装夹槽;滑座,沿多个装夹槽的排列方向滑动安装在底座上;侧部锁紧结构,沿滑座的滑动方向设置在底座与滑座之间;压块,正对多个装夹槽设置,并且沿靠近/远离多个装夹槽的方向滑动安装在滑座上,在压块上对应每个装夹槽处分别设有能够移动至装夹槽内的侧压结构;以及正压锁紧结构,用于固定连接压块与底座。加工时,将多根扁顶针的扁位部分别插入多个装夹槽内,再由侧部锁紧结构驱动滑座滑动,滑座滑动时带动压块同步滑动,直至在压块上的侧压结构压在扁顶针的扁位部的对应侧处,再通过正压锁紧结构将压块与底座固定连接,可以将扁顶针的扁位部固定在侧压结构、装夹槽的槽底、装夹槽对应侧的槽壁以及压块的对应部分之间,实现扁顶针的装夹;由于压块正对多个装夹槽设置,并且能沿靠近/远离多个装夹槽的方向滑动,压块与多个装夹槽的面之间的距离可调,而且压块的侧压结构与装夹槽的侧壁之间的距离能够进行调节,可以装夹不同尺寸的扁顶针。本实用新型的扁顶针装夹工装能够同时装夹多根扁顶针,能够节省加工设备开机、停机以及装夹扁顶针花费的时间,解决了现有扁顶针的加工效率低的问题,而且可以装夹不同尺寸的扁顶针,提高了扁顶针装夹工装的通用性。
技术特征:
1.一种扁顶针装夹工装,其特征在于,所述扁顶针装夹工装包括:
2.根据权利要求1所述的扁顶针装夹工装,其特征在于,所述侧压结构包括沿所述装夹槽的延伸方向间隔设置多个压头。
3.根据权利要求2所述的扁顶针装夹工装,其特征在于,在所述底座上间隔设有多块底座长形板,多块所述底座长形板均沿所述滑座的滑动方向延伸,相邻的两块所述底座长形板之间形成引导槽,在每块所述底座长形板上分别设有多个底座凹槽,多块所述底座长形板上对应位置处的一排所述底座凹槽形成一个所述装夹槽;所述压头的个数与所述引导槽的个数一一对应,并且分别插入对应的所述引导槽内。
4.根据权利要求3所述的扁顶针装夹工装,其特征在于,所述压块包括板体,在所述板体上对应每个所述引导槽处分别设有压块长形板,所述压块长形板插入对应的所述引导槽内,在所述压块长形板对应每个所述装夹槽处分别设有压块凹槽,所述压块凹槽的侧边处的长形板部分形成所述压头。
5.根据权利要求1至4任一项所述的扁顶针装夹工装,其特征在于,所述滑座正对多个所述装夹槽设置;所述滑座包括框架,所述框架围成矩形状的安装空腔,所述压块的外形与所述安装空腔的形状相适配,并且能够沿所述安装空腔的侧壁滑动。
6.根据权利要求5所述的扁顶针装夹工装,其特征在于,在所述框架对应多个所述装夹槽的两端部处分别设有侧板,在所述侧板上对应多个所述装夹槽的端部处分别设有卡槽。
7.根据权利要求5所述的扁顶针装夹工装,其特征在于,在所述压块上设有沿所述滑座的滑动方向延伸的长形通孔,在所述底座上对应所述长形通孔处设有第一螺纹孔;所述正压锁紧结构为正压锁紧螺栓,所述正压锁紧螺栓的杆体用于穿过所述长形通孔与所述第一螺纹孔连接,所述正压锁紧螺栓的端帽用于压在所述压块远离多个所述装夹槽的一侧处。
8.根据权利要求7所述的扁顶针装夹工装,其特征在于,在所述正压锁紧螺栓对应所述长形通孔的杆体上设有环槽;在所述压块内嵌设有沿所述滑座的滑动方向设置的限位杆,所述限位杆穿过所述长形通孔并且卡在所述环槽内,所述环槽在所述正压锁紧螺栓的轴线方向的宽度大于所述限位杆在所述正压锁紧螺栓的轴线方向的厚度。
9.根据权利要求8所述的扁顶针装夹工装,其特征在于,所述限位杆设置有两根,分别设置在所述长形通孔两侧的侧壁处。
10.根据权利要求1所述的扁顶针装夹工装,其特征在于,在所述底座上间隔设有两个支撑块,所述滑座分别与两个所述支撑块滑动连接;多个所述装夹槽设置在两个所述支撑块之间,并且多个所述装夹槽沿两个所述支撑块的间隔设置方向依次排列。
11.根据权利要求10所述的扁顶针装夹工装,其特征在于,在其中一个所述支撑块上设有安装块,所述侧部锁紧结构设置在所述安装块与所述滑座之间。
技术总结
本技术属于机械加工技术领域,尤其涉及一种扁顶针装夹工装,包括底座,在底座上间隔设有多个平行的装夹槽;滑座,沿多个装夹槽的排列方向滑动安装在底座上;侧部锁紧结构,沿滑座的滑动方向设置在底座与滑座之间;压块,正对多个装夹槽设置,并且沿靠近/远离多个装夹槽的方向滑动安装在滑座上,在压块上对应每个装夹槽处分别设有能够移动至装夹槽内的侧压结构;以及正压锁紧结构,用于固定连接压块与底座。本技术的扁顶针装夹工装能够同时装夹多根扁顶针,能够节省加工设备开机、停机以及装夹扁顶针花费的时间,解决了现有扁顶针的加工效率低的问题,而且可以装夹不同尺寸的扁顶针,提高了扁顶针装夹工装的通用性。
技术研发人员:修贾宝,刘东伟,姚树旺,张大朋,王明珠,李洋,熊叶云,王水晶
受保护的技术使用者:怡力精密制造有限公司
技术研发日:20221020
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!