四轴加工斜孔用工装的制作方法
本技术涉及工装夹具,尤其涉及一种四轴加工斜孔用工装。
背景技术:
1、目前,在机械加工行业中,对于斜孔的加工,在普通三轴和四轴机床上难以实现,一般都选择在五轴机床上通过程度控制自动运行加工,存在机床选择的局限性和资金与时间的成本问题。
2、因此,亟需一种可以在四轴机床上加工斜孔的工装。
技术实现思路
1、为了解决现有技术中的问题,本实用新型提供了一种四轴加工斜孔用工装。
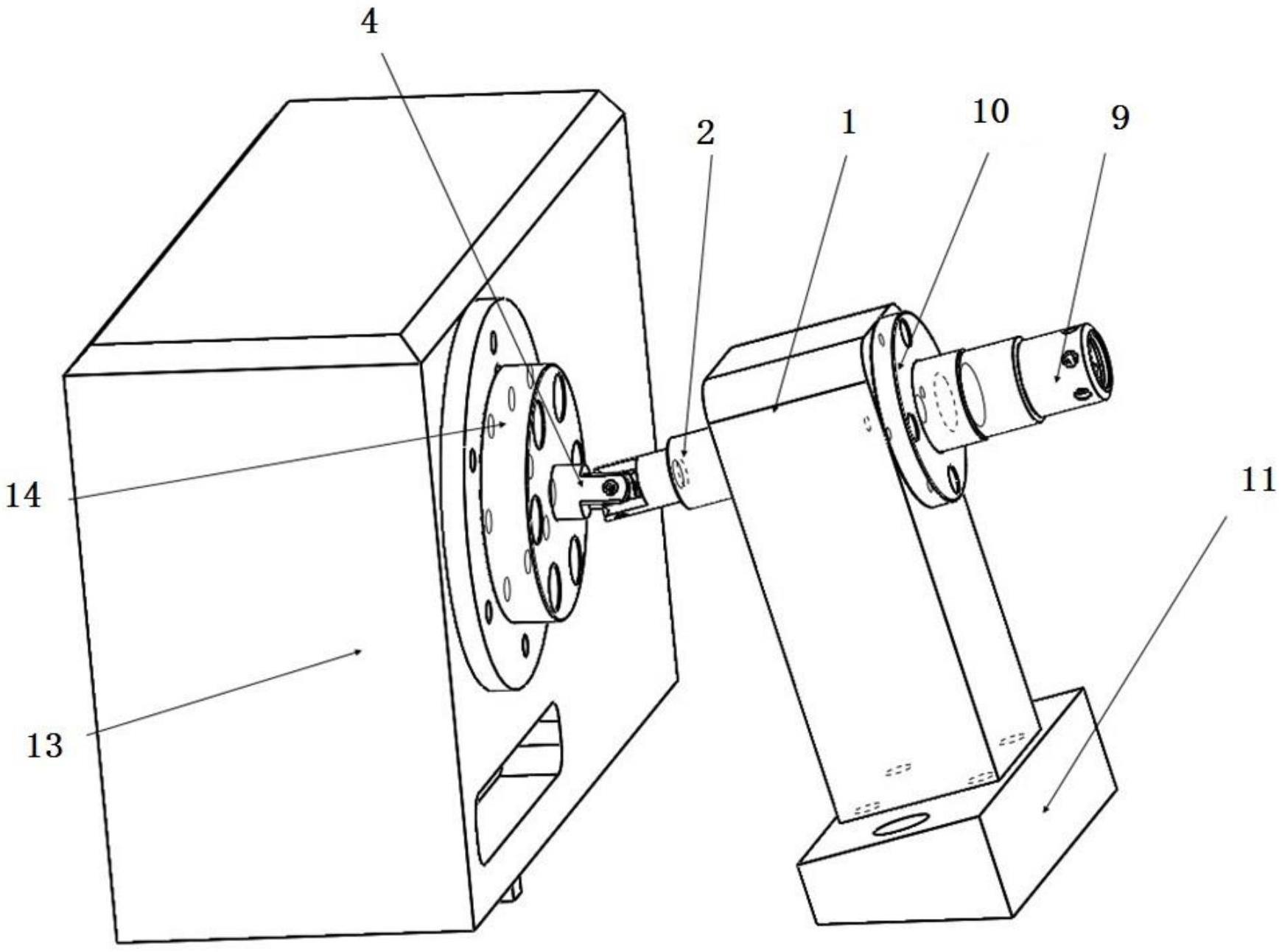
2、本实用新型提供了一种四轴加工斜孔用工装,包括与四轴机床连接的四轴传动连接盘、万向联轴器、定位柱、立柱、轴承组件、涨紧套组件和角度底座,所述角度底座的底面为倾斜面,所述立柱固定在所述角度底座的顶面,所述定位柱通过所述轴承组件安装在所述立柱上并与所述立柱旋转配合,所述定位柱的一端通过所述万向联轴器与所述四轴传动连接盘连接,所述定位柱的另一端通过涨紧套组件与工件锁紧连接。
3、作为本实用新型的进一步改进,所述涨紧套组件包括涨紧套和涨芯螺钉,所述定位柱的端部设有容纳所述涨紧套的涨紧套容纳孔,所述涨紧套的一端为头端,另一端为涨紧锁紧工件的尾端,所述涨紧套的头端与所述涨紧套容纳孔固定连接,所述涨紧套具有供所述涨芯螺钉穿过的内孔,所述涨紧套的内孔的尾端为圆锥孔,所述涨芯螺钉上设有与所述涨紧套的内孔的圆锥孔相配合的圆锥部。
4、作为本实用新型的进一步改进,所述涨紧套的尾端位于所述定位柱的涨紧套容纳孔之外,所述涨紧套的尾端设有裂缝。
5、作为本实用新型的进一步改进,所述裂缝沿所述涨紧套的轴向设置,所述裂缝至少有两个并绕所述涨紧套的周向间隔分布。
6、作为本实用新型的进一步改进,所述定位柱的端部设有容纳所述涨芯螺钉的涨芯螺钉容纳孔,所述涨芯螺钉容纳孔、涨紧套容纳孔同轴设置,所述涨芯螺钉分为头部、身部和尾部,所述圆锥部位于所述涨芯螺钉的尾部。
7、作为本实用新型的进一步改进,所述涨芯螺钉的头部与所述涨芯螺钉容纳孔螺纹连接,所述涨紧套的头端与所述涨紧套容纳孔螺纹连接,所述涨紧套的内孔的头端为圆孔,所述涨芯螺钉的身部为圆柱部,所述涨芯螺钉的身部的圆柱部位于所述涨紧套的内孔的头端的圆孔之内。
8、作为本实用新型的进一步改进,所述涨芯螺钉的身部的圆柱部的直径小于所述涨紧套的内孔的头端的圆孔的孔径。
9、作为本实用新型的进一步改进,所述轴承组件包括轴承和轴承压板,所述立柱上设有供所述定位柱穿过的通孔和轴承孔,所述轴承安装在所述立柱的轴承孔上,所述轴承压板与所述立柱固定连接,所述轴承压板盖在所述立柱的轴承孔的孔口,所述定位柱依次穿过所述轴承压板、轴承、立柱的通孔与所述万向联轴器连接。
10、作为本实用新型的进一步改进,所述轴承至少有两个,相邻的两个轴承之间设置有轴承垫圈,所述轴承压板与所述定位柱之间安装有o型密封圈。
11、作为本实用新型的进一步改进,所述角度底座的底面贴合在机床工作台上。
12、本实用新型的有益效果是:通过上述方案,可实现工件的倾斜放置,并与四轴机床连接,使得加工斜孔的钻头仍然可以进行垂直的钻孔,从而实现了在四轴机床上加工斜孔的目的。
技术特征:
1.一种四轴加工斜孔用工装,其特征在于:包括与四轴机床连接的四轴传动连接盘、万向联轴器、定位柱、立柱、轴承组件、涨紧套组件和角度底座,所述角度底座的底面为倾斜面,所述立柱固定在所述角度底座的顶面,所述定位柱通过所述轴承组件安装在所述立柱上并与所述立柱旋转配合,所述定位柱的一端通过所述万向联轴器与所述四轴传动连接盘连接,所述定位柱的另一端通过涨紧套组件与工件锁紧连接。
2.根据权利要求1所述的四轴加工斜孔用工装,其特征在于:所述涨紧套组件包括涨紧套和涨芯螺钉,所述定位柱的端部设有容纳所述涨紧套的涨紧套容纳孔,所述涨紧套的一端为头端,另一端为涨紧锁紧工件的尾端,所述涨紧套的头端与所述涨紧套容纳孔固定连接,所述涨紧套具有供所述涨芯螺钉穿过的内孔,所述涨紧套的内孔的尾端为圆锥孔,所述涨芯螺钉上设有与所述涨紧套的内孔的圆锥孔相配合的圆锥部。
3.根据权利要求2所述的四轴加工斜孔用工装,其特征在于:所述涨紧套的尾端位于所述定位柱的涨紧套容纳孔之外,所述涨紧套的尾端设有裂缝。
4.根据权利要求3所述的四轴加工斜孔用工装,其特征在于:所述裂缝沿所述涨紧套的轴向设置,所述裂缝至少有两个并绕所述涨紧套的周向间隔分布。
5.根据权利要求2所述的四轴加工斜孔用工装,其特征在于:所述定位柱的端部设有容纳所述涨芯螺钉的涨芯螺钉容纳孔,所述涨芯螺钉容纳孔、涨紧套容纳孔同轴设置,所述涨芯螺钉分为头部、身部和尾部,所述圆锥部位于所述涨芯螺钉的尾部。
6.根据权利要求5所述的四轴加工斜孔用工装,其特征在于:所述涨芯螺钉的头部与所述涨芯螺钉容纳孔螺纹连接,所述涨紧套的头端与所述涨紧套容纳孔螺纹连接,所述涨紧套的内孔的头端为圆孔,所述涨芯螺钉的身部为圆柱部,所述涨芯螺钉的身部的圆柱部位于所述涨紧套的内孔的头端的圆孔之内。
7.根据权利要求6所述的四轴加工斜孔用工装,其特征在于:所述涨芯螺钉的身部的圆柱部的直径小于所述涨紧套的内孔的头端的圆孔的孔径。
8.根据权利要求1所述的四轴加工斜孔用工装,其特征在于:所述轴承组件包括轴承和轴承压板,所述立柱上设有供所述定位柱穿过的通孔和轴承孔,所述轴承安装在所述立柱的轴承孔上,所述轴承压板与所述立柱固定连接,所述轴承压板盖在所述立柱的轴承孔的孔口,所述定位柱依次穿过所述轴承压板、轴承、立柱的通孔与所述万向联轴器连接。
9.根据权利要求8所述的四轴加工斜孔用工装,其特征在于:所述轴承至少有两个,相邻的两个轴承之间设置有轴承垫圈,所述轴承压板与所述定位柱之间安装有o型密封圈。
10.根据权利要求1所述的四轴加工斜孔用工装,其特征在于:所述角度底座的底面贴合在机床工作台上。
技术总结
本技术提供了一种四轴加工斜孔用工装,包括与四轴机床连接的四轴传动连接盘、万向联轴器、定位柱、立柱、轴承组件、涨紧套组件和角度底座,所述角度底座的底面为倾斜面,所述立柱固定在所述角度底座的顶面,所述定位柱通过所述轴承组件安装在所述立柱上并与所述立柱旋转配合,所述定位柱的一端通过所述万向联轴器与所述四轴传动连接盘连接,所述定位柱的另一端通过涨紧套组件与工件锁紧连接。本技术的有益效果是:可实现工件的倾斜放置,并与四轴机床连接,使得加工斜孔的钻头仍然可以进行垂直的钻孔,从而实现了在四轴机床上加工斜孔的目的。
技术研发人员:胡冬明,朱晓淑,余国亮,肖健洪
受保护的技术使用者:东莞市三惠机械有限公司
技术研发日:20221021
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!