一种用于电池箱生产的冲压成型设备的制作方法
本技术涉及电池箱生产的冲压成型设备,具体涉及一种用于电池箱生产的冲压成型设备。
背景技术:
1、电池箱生产的冲压成型设备就是将铝制的板材或者带材输送到冲压成型的设备中被巨大的压力冲击挤压成模具内的造型,但在实际的生产中,由于导向机构的不断上下移动,移动的过程中的摩擦力会不断的增大对机器的负面影响,造成导向柱的摩擦力越来约大,影响机器的使用寿命。
2、现有的电池箱生产的冲压成型设备在实际使用时由于不能润滑使得摩擦力不断增大,对机器造成较大影响,例如申请号为201910900206.2公开的电池箱上盖成型模具,上模和导向机构不断向着下模的运动过程中不能润滑和减少摩擦力,对不断的成型过程中造成较大损耗。
3、因此,发明一种用于电池箱生产的冲压成型设备来解决上述问题很有必要。
技术实现思路
1、本实用新型的目的是提供一种用于电池箱生产的冲压成型设备,以解决技术中电池箱生产的冲压成型设备的问题。
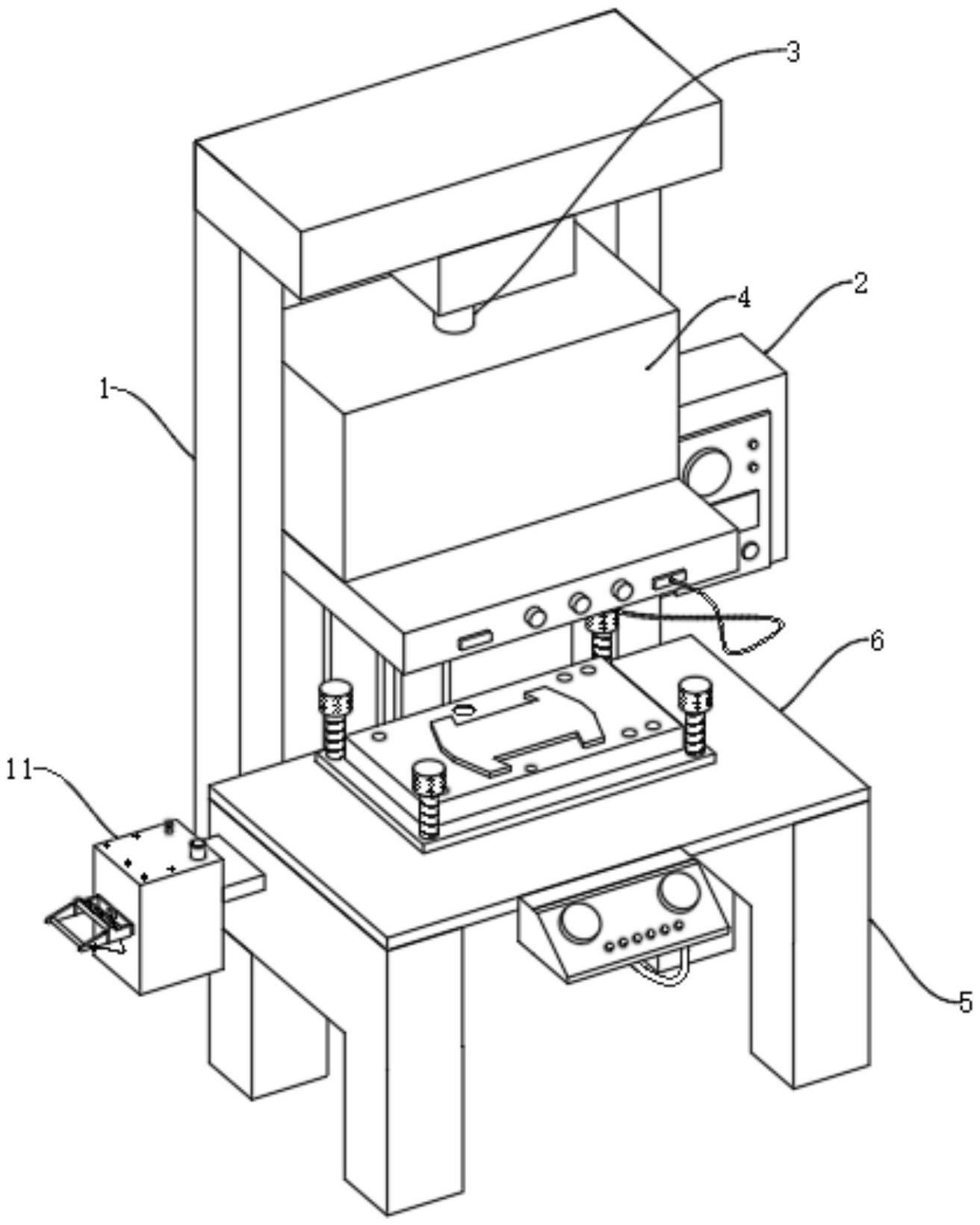
2、为了实现上述目的,本实用新型提供如下技术方案:一种用于电池箱生产的冲压成型设备,包括装置主体、控制面板、气缸、润滑导向机构、冲压支架、成型底模和电池箱模具板,所述装置主体上设置有控制面板,所述装置主体上安装有气缸,所述气缸通过连接杆连接有润滑导向机构,所述装置主体上设置有冲压支架,所述冲压支架上设置有成型底模,所述成型底模上设置有电池箱模具板,所述成型底模上设置有弹簧杆,所述弹簧杆上安装有限位柱,所述冲压支架上设置有中控台,所述冲压支架上设置有气动摩擦离合,所述气动摩擦离合上连接有导油泵,所述导油泵上安装有导油轨道,所述导油轨道上连接有导轨油收集,所述导轨油收集上连接有气动阀,所述气动阀上连接有电磁阀。
3、优选的,所述控制面板上设置有多个控制按钮,且其电性连接到润滑导向机构的连接端口内。
4、优选的,所述润滑导向机构内设置有与气动摩擦离合相适应的气泵和油泵,且其气泵和油泵之间相互独立,并且所述润滑导向机构与气缸上的传动轴端部固定连接,所述润滑导向机构和冲压支架之间设置有导向柱。
5、优选的,所述成型底模为不锈钢材质,且其表面设置有条形槽,并且其条形槽的长度与成型底模的长度相同,多个条形槽之间的距离都相等。
6、优选的,所述中控台上设置有红绿色按钮,且其通过电性连接到控制面板内,所述控制面板上设置有显示屏。
7、优选的,所述气动摩擦离合与电磁阀电性连接,且所述气动摩擦离合内设置有电气过载保护器和变压器等电气,并且其电磁阀与导油轨道滑动连接。
8、优选的,所述导轨油收集表面包裹有吸油纸,且其直径与导油轨道相适应,并且其转速都相同。
9、优选的,所述电磁阀通过电性连接在气动阀,所述气动阀上设置有气管,且其气管通过阀门被连接到导轨油收集的感应器上。
10、在上述技术方案中,本实用新型提供的技术效果和优点:
11、1、通过不断移动的润滑导向机构对弹簧杆和限位柱的按压,将铝型材挤压成电池箱外壳的形状,在导向机构的上下移动的同时对导向机构给油润滑,延长机器的使用年限,减少阻力对机器的负面影响;
12、通过对。
技术特征:
1.一种用于电池箱生产的冲压成型设备,包括装置主体(1)、控制面板(2)、气缸(3)、润滑导向机构(4)、冲压支架(5)、成型底模(6)和电池箱模具板(7),其特征在于:所述装置主体(1)上设置有控制面板(2),所述装置主体(1)上安装有气缸(3),所述气缸(3)通过连接杆连接有润滑导向机构(4),所述装置主体(1)上设置有冲压支架(5),所述冲压支架(5)上设置有成型底模(6),所述成型底模(6)上设置有电池箱模具板(7),所述成型底模(6)上设置有弹簧杆(8),所述弹簧杆(8)上安装有限位柱(9),所述冲压支架(5)上设置有中控台(10),所述冲压支架(5)上设置有气动摩擦离合(11),所述气动摩擦离合(11)上连接有导油泵(12),所述导油泵(12)上安装有导油轨道(13),所述导油轨道(13)上连接有导轨油收集(14),所述导轨油收集(14)上连接有气动阀(15),所述气动阀(15)上连接有电磁阀(16)。
2.根据权利要求1所述的一种用于电池箱生产的冲压成型设备,其特征在于:所述控制面板(2)上设置有多个控制按钮,且其电性连接到润滑导向机构(4)的连接端口内。
3.根据权利要求2所述的一种用于电池箱生产的冲压成型设备,其特征在于:所述润滑导向机构(4)内设置有与气动摩擦离合(11)相适应的气泵和油泵,且其气泵和油泵之间相互独立,并且所述润滑导向机构(4)与气缸(3)上的传动轴端部固定连接,所述润滑导向机构(4)和冲压支架(5)之间设置有导向柱。
4.根据权利要求1所述的一种用于电池箱生产的冲压成型设备,其特征在于:所述成型底模(6)为不锈钢材质,且其表面设置有条形槽,并且其条形槽的长度与成型底模(6)的长度相同,多个条形槽之间的距离都相等。
5.根据权利要求2所述的一种用于电池箱生产的冲压成型设备,其特征在于:所述中控台(10)上设置有红绿色按钮,且其通过电性连接到控制面板(2)内,所述控制面板(2)上设置有显示屏。
6.根据权利要求1所述的一种用于电池箱生产的冲压成型设备,其特征在于:所述气动摩擦离合(11)与电磁阀(16)电性连接,且所述气动摩擦离合(11)内设置有电气过载保护器和变压器等电气,并且其电磁阀(16)与导油轨道(13)滑动连接。
7.根据权利要求6所述的一种用于电池箱生产的冲压成型设备,其特征在于:所述导轨油收集(14)表面包裹有吸油纸,且其直径与导油轨道(13)相适应,并且其转速都相同。
8.根据权利要求6所述的一种用于电池箱生产的冲压成型设备,其特征在于:所述电磁阀(16)通过电性连接在气动阀(15),所述气动阀(15)上设置有气管,且其气管通过阀门被连接到导轨油收集(14)的感应器上。
技术总结
本技术公开了一种用于电池箱生产的冲压成型设备,包括装置主体、控制面板、气缸、润滑导向机构、冲压支架、成型底模和电池箱模具板,所述装置主体上设置有控制面板,所述装置主体上安装有气缸,所述气缸通过连接杆连接有润滑导向机构,所述装置主体上设置有冲压支架,所述冲压支架上设置有成型底模,所述成型底模上设置有电池箱模具板,所述成型底模上设置有弹簧杆,所述弹簧杆上安装有限位柱。本技术通过不断移动的润滑导向机构对弹簧杆和限位柱的按压,将铝型材挤压成电池箱外壳的形状,在导向机构的上下移动的同时对导向机构给油润滑,延长机器的使用年限,减少阻力对机器的负面影响。
技术研发人员:鞠小平,万小民,李俊杰,鞠靓,邹占伟,袁少宁,刘伟,许祥霖,何淑平,刘佳楠,陈才
受保护的技术使用者:江苏恒义轻合金有限公司
技术研发日:20221021
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!