多点焊接自动工装的制作方法
本技术涉及焊接领域,尤其涉及一种多点焊接自动工装。
背景技术:
1、传统的焊接流程,是将产品固定,通过控制焊接机头的位置,实施焊接操作,以达到工艺要求。但上述流程存在一些弊端:焊接机头的反复移动,对于焊接点的位置准确度以及焊接效率,产生较大影响;产品固定机构的设计与焊接机头的位置会产生一定干涉,克服干涉会导致定位机构成本增加;产品在焊接过程中,可能会产生松动,从而导致焊接点位置不准确;焊接完成,产品外侧会产生焊接痕迹,需要转运到后工序进行处理,增加人工和时间成本。
技术实现思路
1、本实用新型的目的在于提供一种提高焊接位置准确性和焊接效率的多点焊接自动工装。
2、为实现上述目的,本实用新型提供如下技术方案:
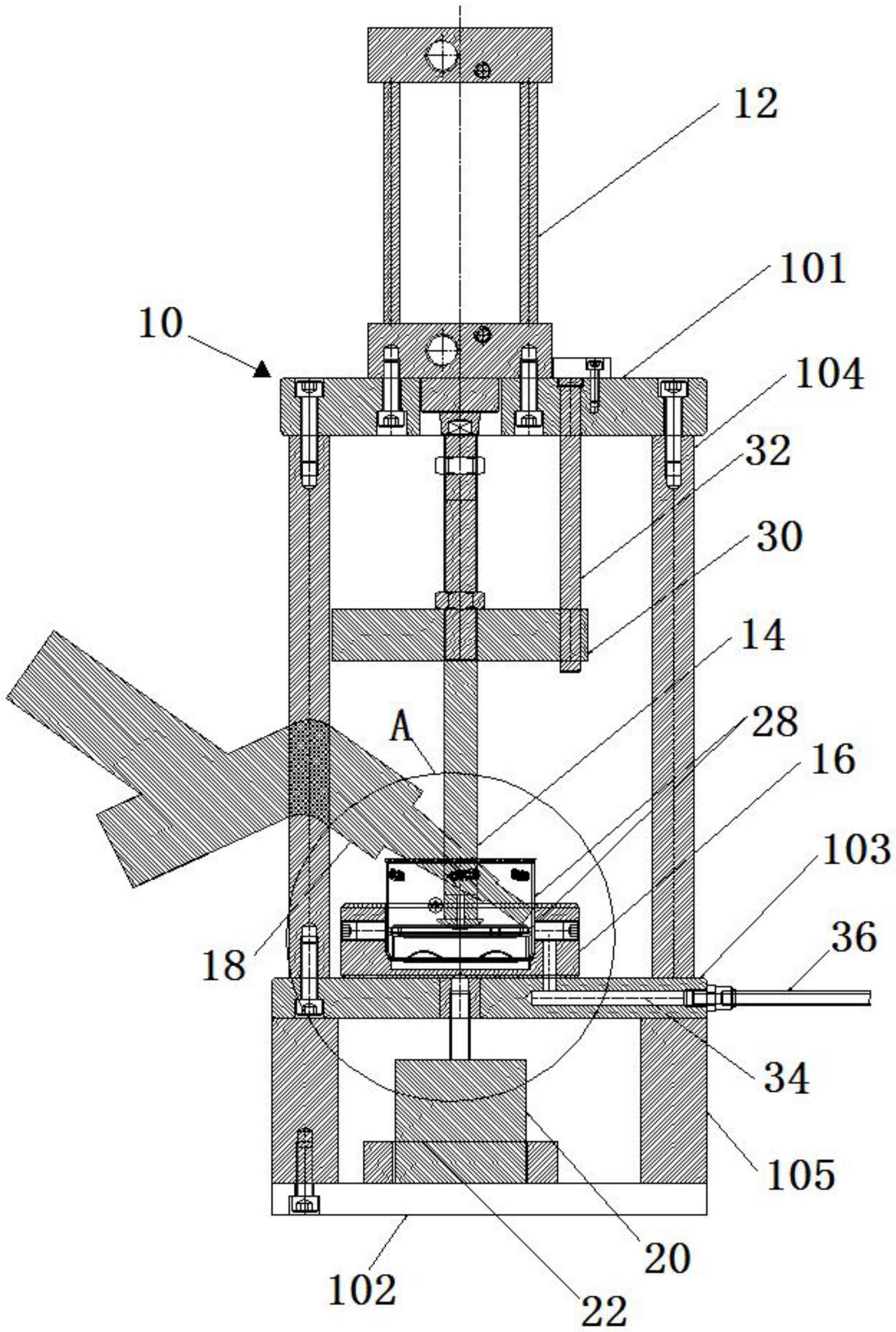
3、多点焊接自动工装,包括一机架和设置在所述机架上的气缸,所述气缸的下方设置有一防转压块,所述防转压块与所述气缸的气缸臂连接,所述防转压块的下方设置有对产品定位的定位块,所述定位块的一侧还设置有用于对产品进行焊接的焊接机头,所述定位块的下方设置有一伺服电机,所述伺服电机连接有一环形感应器。
4、优选的,所述定位块开设有放置产品的凹槽,所述凹槽与设置在所述定位块内部的环形氩气管道连通。
5、优选的,所述环形氩气管道的管道口高度与所述焊接机头的焊接处高度一致。
6、优选的,所述机架包括上支撑板、下支撑板、和连接所述上支撑板与下支撑板之间的下底板,所述上支撑板和下底板通过支撑柱连接,所述下支撑板和下底板通过下垫脚连接;所述气缸设置在所述上支撑板上,且所述气缸壁穿过所述上支撑板与所述防转压块连接。
7、优选的,所述定位块设置在所述下底板上,所述伺服电机的电机轴穿过所述下底板与所述定位块连接。
8、优选的,所述定位块的底部设置有环形槽,所述环形槽分别与所述环形氩气管道和设置在所述下底板内的氩气气管连通,所述氩气气管连接有氩气气管接头。
9、优选的,所述气缸臂上设置有一固定块,所述固定块开设有通孔,一导柱穿过所述通孔与所述上支撑板连接。
10、本实用新型的有益效果是:通过伺服电机和环形感应器的配合,带动产品旋转,使焊接机头不需要反复多方向移动,焊接位置相对固定,保证焊接位置的准确性;氩气喷涂和焊接同时进行,防止焊接痕迹产生的同时,减少了后工序的运转,降低了人工和时间成本,提高了焊接效率。
技术特征:
1.多点焊接自动工装,包括一机架和设置在所述机架上的气缸,其特征在于:所述气缸的下方设置有一防转压块,所述防转压块与所述气缸的气缸臂连接,所述防转压块的下方设置有对产品定位的定位块,所述定位块的一侧还设置有用于对产品进行焊接的焊接机头,所述定位块的下方设置有一伺服电机,所述伺服电机连接有一环形感应器。
2.根据权利要求1所述的多点焊接自动工装,其特征在于:所述定位块开设有放置产品的凹槽,所述凹槽与设置在所述定位块内部的环形氩气管道连通。
3.根据权利要求2所述的多点焊接自动工装,其特征在于:所述环形氩气管道的管道口高度与所述焊接机头的焊接处高度一致。
4.根据权利要求2所述的多点焊接自动工装,其特征在于:所述机架包括上支撑板、下支撑板、和连接所述上支撑板与下支撑板之间的下底板,所述上支撑板和下底板通过支撑柱连接,所述下支撑板和下底板通过下垫脚连接;所述气缸设置在所述上支撑板上,且所述气缸壁穿过所述上支撑板与所述防转压块连接。
5.根据权利要求4所述的多点焊接自动工装,其特征在于:所述定位块设置在所述下底板上,所述伺服电机的电机轴穿过所述下底板与所述定位块连接。
6.根据权利要求5所述的多点焊接自动工装,其特征在于:所述定位块的底部设置有环形槽,所述环形槽分别与所述环形氩气管道和设置在所述下底板内的氩气气管连通,所述氩气气管连接有氩气气管接头。
7.根据权利要求4所述的多点焊接自动工装,其特征在于:所述气缸臂上设置有一固定块,所述固定块开设有通孔,一导柱穿过所述通孔与所述上支撑板连接。
技术总结
多点焊接自动工装,包括一机架和设置在所述机架上的气缸,所述气缸的下方设置有一防转压块,所述防转压块与所述气缸的气缸臂连接,所述防转压块的下方设置有对产品定位的定位块,所述定位块的一侧还设置有用于对产品进行焊接的焊接机头,所述定位块的下方设置有一伺服电机,所述伺服电机连接有一环形感应器。本技术通过伺服电机和环形感应器的配合,带动产品旋转,使焊接机头不需要反复多方向移动,焊接位置相对固定,保证焊接位置的准确性;氩气喷涂和焊接同时进行,防止焊接痕迹产生的同时,减少了后工序的运转,降低了人工和时间成本,提高了焊接效率。
技术研发人员:廖汉秋,刘辉
受保护的技术使用者:苏州三维精密金属制品有限公司
技术研发日:20221025
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!