充气柜侧板及螺柱焊接两用定位器的制作方法
本技术涉及充气柜,具体为充气柜侧板及螺柱焊接两用定位器。
背景技术:
1、充气柜是采用低气压sf6气体作为开关设备的绝缘介质,将母线、断路器、隔离开关等中压元件集中密闭在隔室中的成套设备。
2、充气隔室由3mm厚不锈钢板焊接成型,为保证充气隔室的强度,消除变形对设备的影响,通常气室侧板上均焊有加强筋,充气隔室顶部或后部设有密封板,以便安装检修使用,在焊接加强筋至气室侧板时常出现定位不便、因手工焊接焊道间距偏差大的问题,所以需要设计工装定位,而密封板固定用螺柱的焊接由于螺柱数量多、尺寸要求高,更需要工装辅助定位,因加强筋和螺柱焊接结构不同,会造成定位装置规格多、制造及转存不便等问题。
3、为了解决上述问题,我们对此做出改进,提出充气柜侧板及螺柱焊接两用定位器。
技术实现思路
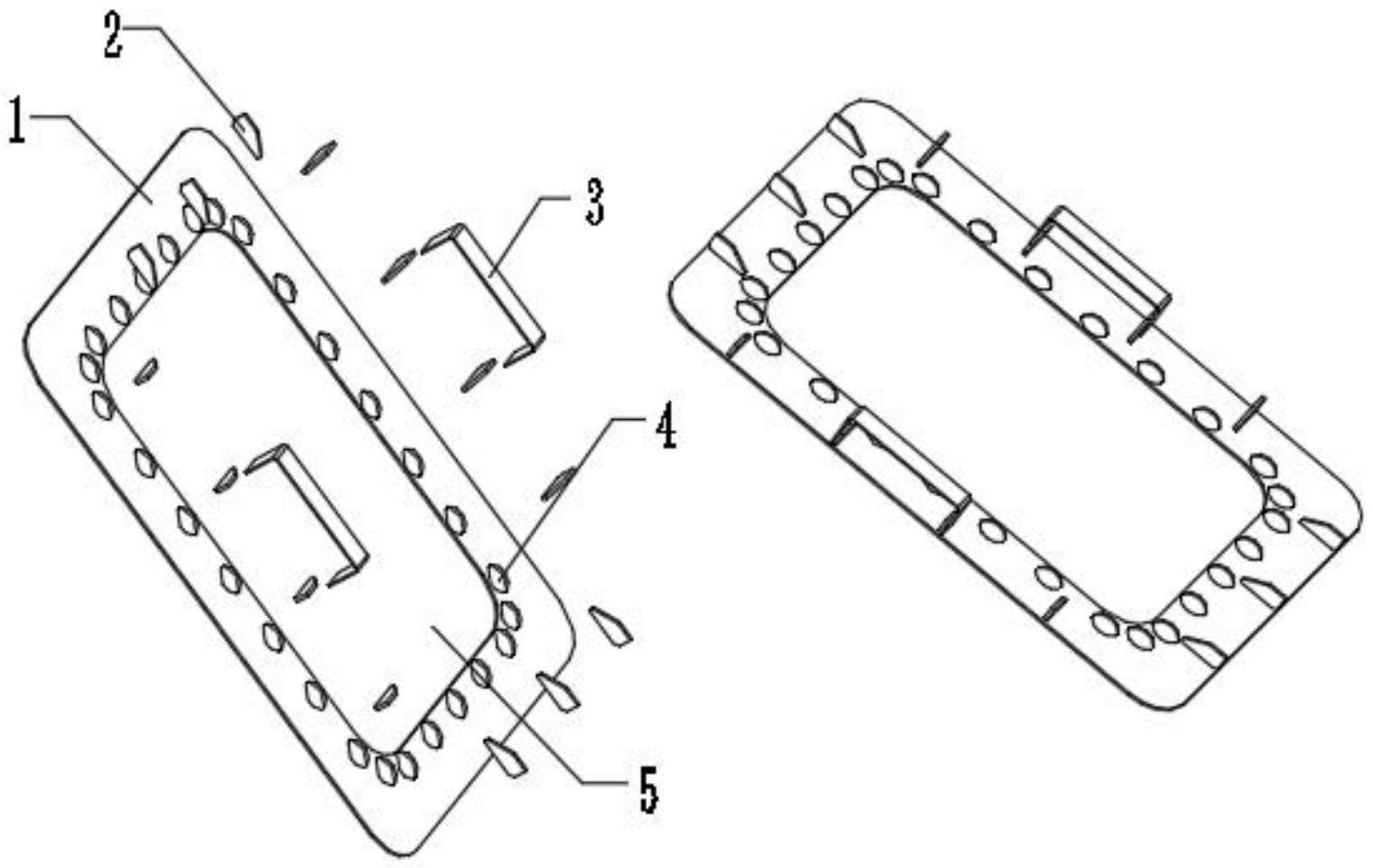
1、为了解决上述技术问题,本实用新型提供如下技术方案:充气柜侧板及螺柱焊接两用定位器,包括薄铝板、肋板和侧板本体,所述充气柜侧板及螺柱焊接两用定位装置由一片薄铝板与一周肋板焊接而成,所述薄铝板表面开有焊枪定位孔,所述焊枪定位孔的位置尺寸与气室密封板上安装孔一致,所述薄铝板的表面开设有方孔,所述方孔尺寸与气室密封板上安装孔一致,所述薄铝板上焊有弯板。
2、优选的,所述两用定位装置在侧板本体上焊接加强筋。
3、优选的,所述薄铝板的表面螺纹连接有m8*25机动弧焊用焊接螺柱,所述m8*25机动弧焊用焊接螺柱的一端贯穿至充气隔室的内腔。
4、优选的,所述薄铝板的一侧开设有充气隔室密封口。
5、对于不同尺寸的气室密封口,在加工定位装置的时候,方孔位置及尺寸按需求改变即可。
6、与现有技术相比,本实用新型所达到的有益效果是:
7、本实用新型装制造方便,零件通用性高,能够保证满足多种加强筋及螺柱焊接结构的焊接尺寸要求,同时提高了生产效率。
技术特征:
1.充气柜侧板及螺柱焊接两用定位器,包括薄铝板(1)、肋板(2)和侧板本体(7),其特征在于:所述充气柜侧板及螺柱焊接两用定位装置由一片薄铝板(1)与一周肋板(2)焊接而成,所述薄铝板(1)表面开有焊枪定位孔(4),所述焊枪定位孔(4)的位置尺寸与气室密封板上安装孔一致,所述薄铝板(1)的表面开设有方孔(5),所述方孔(5)尺寸与气室密封板上安装孔一致,所述薄铝板(1)上焊有弯板(3)。
2.根据权利要求1所述的充气柜侧板及螺柱焊接两用定位器,其特征在于:所述两用定位装置在侧板本体(7)上焊接加强筋(6)。
3.根据权利要求1所述的充气柜侧板及螺柱焊接两用定位器,其特征在于:所述薄铝板(1)的表面螺纹连接有m8*25机动弧焊用焊接螺柱(9),所述m8*25机动弧焊用焊接螺柱(9)的一端贯穿至充气隔室的内腔。
4.根据权利要求1所述的充气柜侧板及螺柱焊接两用定位器,其特征在于:所述薄铝板(1)的一侧开设有充气隔室密封口(8)。
技术总结
本技术涉及充气柜技术领域,且公开了充气柜侧板及螺柱焊接两用定位器,薄铝板、肋板和侧板本体,所述充气柜侧板及螺柱焊接两用定位装置由一片薄铝板与一周肋板焊接而成,所述薄铝板表面开有焊枪定位孔,所述焊枪定位孔的位置尺寸与气室密封板上安装孔一致,所述薄铝板的表面开设有方孔,所述方孔尺寸与气室密封板上安装孔一致,所述薄铝板上焊有弯板,所述两用定位装置在侧板本体上焊接加强筋,所述薄铝板的表面螺纹连接有M8*25机动弧焊用焊接螺柱。该充气柜侧板及螺柱焊接两用定位器,装制造方便,零件通用性高,能够保证满足多种加强筋及螺柱焊接结构的焊接尺寸要求,同时提高了生产效率。
技术研发人员:高锋,杨国琴,樊丽,张国杰
受保护的技术使用者:天水长城开关厂集团有限公司
技术研发日:20221028
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!