改进后的活门件成型工装结构的制作方法
本技术涉及一种改进后的活门件成型工装结构,属于零件成型工装。
背景技术:
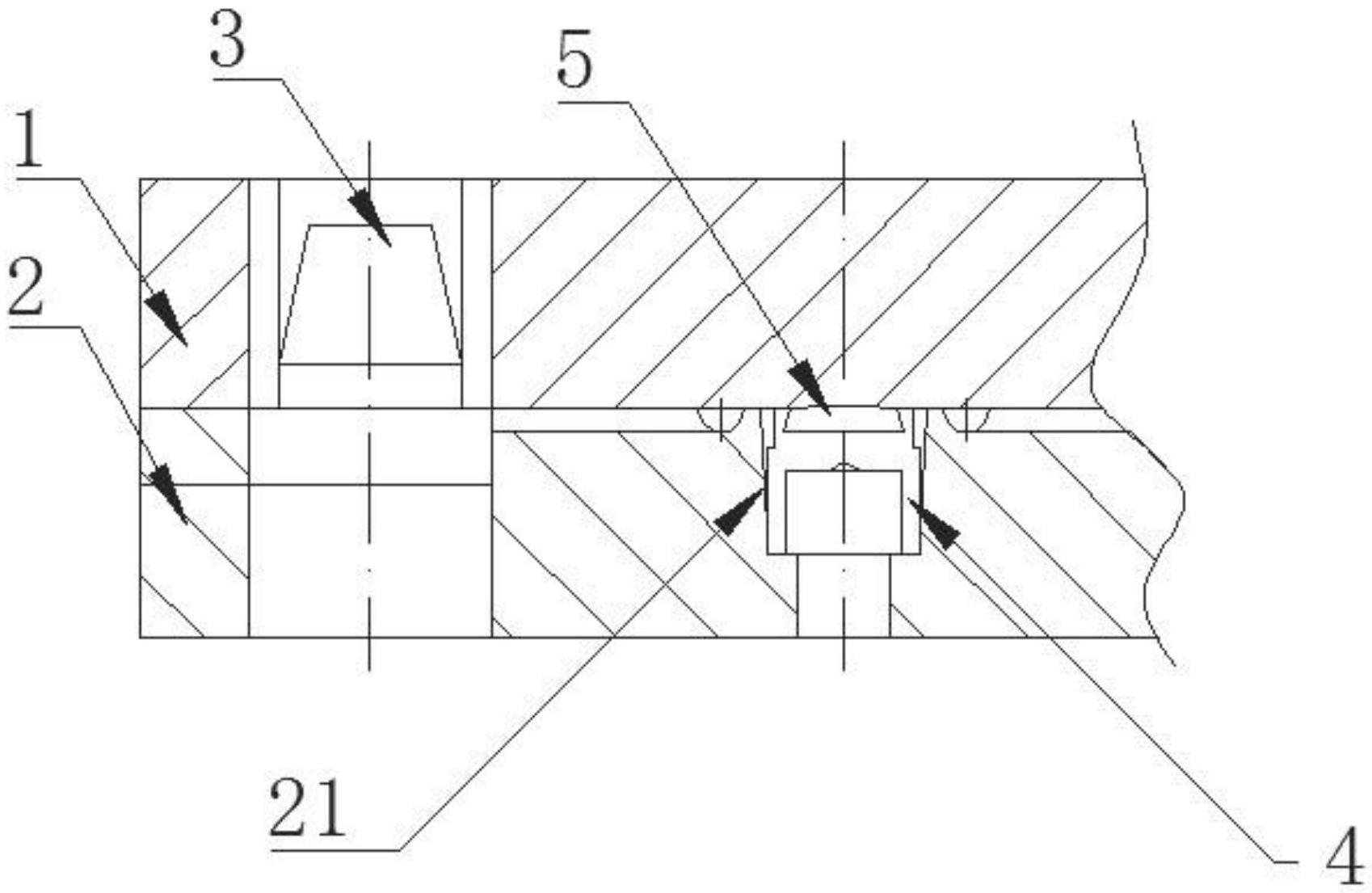
1、为了实现在多个活门件4顶面凹槽上对应压入填充体5,由于填充体5和活门件4较多,采用人工压入填充效率低下,需要借助成型工装来实现多个填充体5一一对应压入填充到多个活门件4顶面凹槽中。现有活门件成型工装结构,如图2所示,下模板2上设置的型腔21内面均为直线,活门件4装配到型腔21内时,在压入填充体5后,活门件4与直线的型腔21内面多处接触,在活门件4与下模板2的型腔21脱离时,存在活门件4外部多处与型腔21直线内面摩擦产生拉伤的问题。
技术实现思路
1、为解决上述技术问题,本实用新型提供了一种改进后的活门件成型工装结构。
2、本实用新型通过以下技术方案得以实现。
3、本实用新型提供的一种改进后的活门件成型工装结构,包括:
4、与活门件脱离不摩擦产生拉伤的下模板,所述下模板上设有供活门件安装在型腔,型腔内面顶部至中下部为锥形,型腔内面下部为直线。
5、所述型腔为多个。
6、多个所述型腔间隔分布在下模板上。
7、还包括上模板。
8、所述上模板安装在下模板上。
9、还包括为下模板和上模板安装提供导向限位的导向销钉。
10、所述上模板设有销钉通孔,所述下模板设有销钉通孔与上模板的销钉通孔对应。
11、所述导向销钉为多个,下模板和上模板上的所述销钉通孔为多个与多个导向销钉对应。
12、本实用新型的有益效果在于:当活门件与下模板的型腔脱离,型腔内面顶部至中下部为锥形不与活门件外部接触有的空间供活门件发生变形,使活门件与下模板的型腔脱离不会摩擦产生拉伤,解决了活门件外部多处与型腔直线内面摩擦产生拉伤的问题。
技术特征:
1.一种改进后的活门件成型工装结构,其特征在于,包括:
2.如权利要求1所述的改进后的活门件成型工装结构,其特征在于:所述型腔(21)为多个。
3.如权利要求2所述的改进后的活门件成型工装结构,其特征在于:多个所述型腔(21)间隔分布在下模板(2)上。
4.如权利要求1所述的改进后的活门件成型工装结构,其特征在于:还包括上模板(1)。
5.如权利要求4所述的改进后的活门件成型工装结构,其特征在于:所述上模板(1)安装在下模板(2)上。
6.如权利要求5所述的改进后的活门件成型工装结构,其特征在于:还包括为下模板(2)和上模板(1)安装提供导向限位的导向销钉(3)。
7.如权利要求6所述的改进后的活门件成型工装结构,其特征在于:所述上模板(1)设有销钉通孔,所述下模板(2)设有销钉通孔与上模板(1)的销钉通孔对应。
8.如权利要求7所述的改进后的活门件成型工装结构,其特征在于:所述导向销钉(3)为多个,下模板(2)和上模板(1)上的所述销钉通孔为多个与多个导向销钉(3)对应。
技术总结
本发明公开了一种改进后的活门件成型工装结构,包括:与活门件脱离不摩擦产生拉伤的下模板,所述下模板上设有供活门件安装在型腔,型腔内面顶部至中下部为锥形,型腔内面下部为直线。当活门件与下模板的型腔脱离,型腔内面顶部至中下部为锥形不与活门件外部接触有的空间供活门件发生变形,使活门件与下模板的型腔脱离不会摩擦产生拉伤,解决了活门件外部多处与型腔直线内面摩擦产生拉伤的问题。
技术研发人员:司晶,杨丽,杨增云,廖江忠,邱晓东
受保护的技术使用者:贵州红阳机械有限责任公司
技术研发日:20221028
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!