电池焊接设备的制作方法
本技术涉及电池制造,特别涉及一种电池焊接设备。
背景技术:
1、方形锂离子电池在装配后,需要将外壳和盖体进行焊接密封。在焊接外壳与盖体的时候,存在焊缝位于外壳的侧面(即环绕外壳一周)的情况,针对这种类型的焊缝,目前国内大部分锂离子电池生产厂家的锂离子电池壳盖焊接工艺中所普遍采用的焊接方式是:电池在多个工位分开焊接,电池在各个焊接工位上移动,每个焊接工位上,电池独立定位,焊接头直线移动,每个焊接头只焊接电池的一边,这便导致现有的方形锂离子电池的焊接方式的效率太低,难以满足方形锂电池的生产需求。
技术实现思路
1、本申请提出了一种电池焊接设备,解决了现有问题中存在的方形锂电池的焊接效率低的问题。
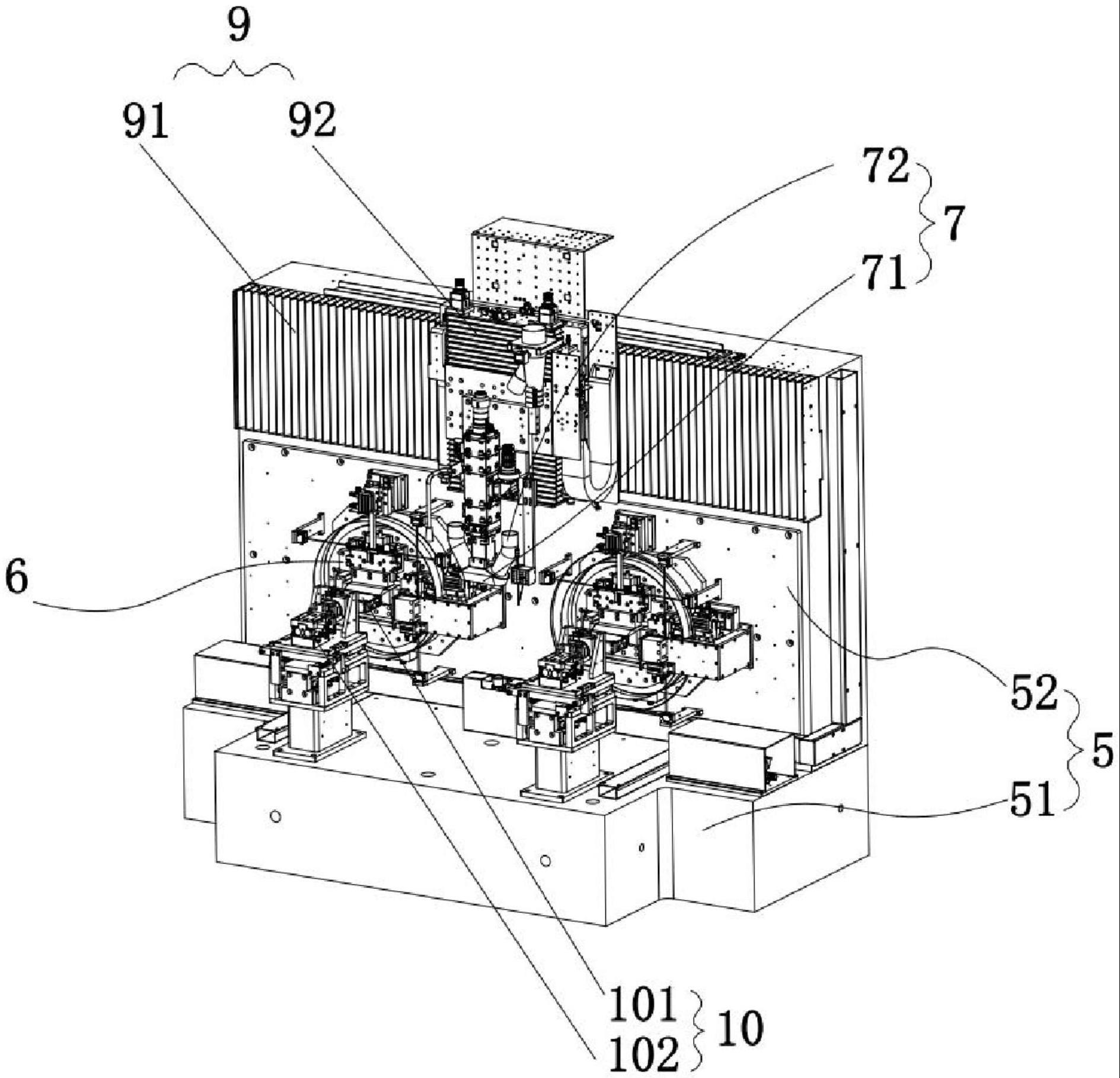
2、实用新型采用的技术方案是:一种电池焊接设备,包括设备主体,所述设备主体设有:治具,用于夹持电池的外壳;定位装置,所述定位装置包括可旋转的定位块,所述定位块用于将盖体抵接在外壳的开口端;焊接机构,所述焊接机构包括焊接头和驱动装置,所述驱动装置驱动所述外壳进行自转,所述驱动装置驱动所述焊接头对准所述外壳和盖体之间的焊缝。
3、进一步地,所述驱动装置包括第一驱动组件和第二驱动组件,所述第一驱动组件用于驱动所述治具自转,所述第二驱动组件用于驱动所述焊接头在水平方向和竖直方向运动。
4、进一步地,所述第一驱动组件包括直驱马达、第一转盘和第二转盘,所述第一转盘和第二转盘分别设于所述直驱马达的两端,所述直驱马达驱动所述第一转盘和第二转盘同步转动;所述治具包括第一夹持对位机构和第二夹持对位机构,所述第一夹持对位机构安装于所述第一转盘,所述第二夹持对位机构安装于所述第二转盘,所述外壳贯穿于所述第一夹持对位机构、直驱马达和第二夹持对位机构。
5、进一步地,所述设备主体包括竖直的支撑板,所述直驱马达嵌入所述支撑板中,所述第一转盘和第二转盘分别设置在所述支撑板两侧,所述定位装置与所述第一转盘相对设置,所述第二转盘一侧为外壳的插入侧。
6、进一步地,所述第一夹持对位机构包括第一基准位和第一夹持组件,所述第一夹持组件用于推动电池抵接在所述第一基准位上;所述第二夹持对位机构包括第二基准位和第二夹持组件,所述第二夹持组件用于推动电池抵接在所述第二基准位上,且所述第一基准位和第二基准位同轴。
7、进一步地,所述第二驱动组件包括第一导轨和第二导轨,所述第一导轨水平设置在所述设备主体上,所述第二导轨滑动设置在所述第一导轨,所述焊接头滑动设置在所述第二导轨上。
8、进一步地,所述焊接机构为激光焊接,所述驱动装置还包括激光能量控制器。
9、进一步地,所述定位装置还包括伸缩件,所述定位块设于所述伸缩件的伸缩端,且所述伸缩件与所述定位块之间转动连接。
10、进一步地,所述设备主体设有两套所述治具和两套所述定位装置,每套治具对应一套所述定位装置,所述焊接机构设有一个焊接头,两套所述治具共用一个所述焊接头。
11、进一步地,所述焊接机构还包括除尘组件,所述除尘组件包括与所述焊接头相对的吸尘管。
12、与现有技术比较,本实用新型中的电池焊接设备通过带动电池自转,可以改变焊缝的位置,使焊接头能够实时与待焊接的焊缝对位,减少了焊接头的移动幅度,焊接头只需要进行简单的计算便可以得到预设的轨迹,保证在转动电池的过程中,焊接头能够时刻对准焊缝进行焊接,焊接完成后松开夹具,取出电池即可,这种焊接方式能够高效的对方形锂电池的焊缝进行焊接,电池的定位和拿取操作简单,极大的提高了方形锂电池的焊接效率。
技术特征:
1.一种电池焊接设备,包括设备主体,其特征在于,所述设备主体设有:
2.根据权利要求1所述的电池焊接设备,其特征在于,所述驱动装置包括第一驱动组件和第二驱动组件,所述第一驱动组件用于驱动所述治具自转,所述第二驱动组件用于驱动所述焊接头在水平方向和竖直方向运动。
3.根据权利要求2所述的电池焊接设备,其特征在于,所述第一驱动组件包括直驱马达、第一转盘和第二转盘,所述第一转盘和第二转盘分别设于所述直驱马达的两端,所述直驱马达驱动所述第一转盘和第二转盘同步转动;所述治具包括第一夹持对位机构和第二夹持对位机构,所述第一夹持对位机构安装于所述第一转盘,所述第二夹持对位机构安装于所述第二转盘,所述外壳贯穿于所述第一夹持对位机构、直驱马达和第二夹持对位机构。
4.根据权利要求3所述的电池焊接设备,其特征在于,所述设备主体包括竖直的支撑板,所述直驱马达嵌入所述支撑板中,所述第一转盘和第二转盘分别设置在所述支撑板两侧,所述定位装置与所述第一转盘相对设置,所述第二转盘一侧为外壳的插入侧。
5.根据权利要求3所述的电池焊接设备,其特征在于,所述第一夹持对位机构包括第一基准位和第一夹持组件,所述第一夹持组件用于推动电池抵接在所述第一基准位上;所述第二夹持对位机构包括第二基准位和第二夹持组件,所述第二夹持组件用于推动电池抵接在所述第二基准位上,且所述第一基准位和第二基准位同轴。
6.根据权利要求2所述的电池焊接设备,其特征在于,所述第二驱动组件包括第一导轨和第二导轨,所述第一导轨水平设置在所述设备主体上,所述第二导轨滑动设置在所述第一导轨,所述焊接头滑动设置在所述第二导轨上。
7.根据权利要求2所述的电池焊接设备,其特征在于,所述焊接机构为激光焊接,所述驱动装置还包括激光能量控制器。
8.根据权利要求1所述的电池焊接设备,其特征在于,所述定位装置还包括伸缩件,所述定位块设于所述伸缩件的伸缩端,且所述伸缩件与所述定位块之间转动连接。
9.根据权利要求1所述的电池焊接设备,其特征在于,所述设备主体设有两套所述治具和两套所述定位装置,每套治具对应一套所述定位装置,所述焊接机构设有一个焊接头,两套所述治具共用一个所述焊接头。
10.根据权利要求1所述的电池焊接设备,其特征在于,所述焊接机构还包括除尘组件,所述除尘组件包括与所述焊接头相对的吸尘管。
技术总结
本技术公开了一种电池焊接设备,包括设备主体,设备主体设有:治具,用于夹持电池的外壳;定位装置,定位装置包括可旋转的定位块,定位块用于将盖体抵在外壳的开口端;焊接机构,焊接机构包括焊接头和驱动装置,驱动装置用于驱动外壳进行自转及焊接头对准外壳和盖体之间的焊缝。驱动装置包括第一驱动组件和第二驱动组件,第一驱动组件用于驱动治具自转,第二驱动组件用于驱动焊接头在水平方向和竖直方向运动;定位装置还包括伸缩件,定位块设于伸缩件的伸缩端接。与现有技术比较,本技术能够高效的对方形锂电池的焊缝进行焊接,电池的定位和拿取操作简单,极大的提高了方形锂电池的焊接效率。
技术研发人员:黄鑫,蔡建腾,何永福,冯伟贤,王明轩,阳海明,阳路朝
受保护的技术使用者:海目星激光科技集团股份有限公司
技术研发日:20221028
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!