一种汽车零件的冲压模具的制作方法
本技术涉及汽车零件冲压,具体为一种汽车零件的冲压模具。
背景技术:
1、汽车冲压模具的使用,在汽车零部件的制造过程中相当常见,而在处理冲压材料的时候发现,冲压材料和模具之间存在配合公差,导致在上、下模具合拢冲压的时候,材料可能出现位置变动,而这种变动产生的后果就是对冲压的位置造成冲压毛边、变形甚至出现冲压尺寸不达标的问题,从而进一步影响后续的工序进行,造成成品质量下降。
2、而为了改善这种情况,在冲压的时候,会选择安装辅助定位的装置来对冲压的材料进行定位,比如放置材料之间利用定位销对其进行限制,但是这种限制的方式需要冲压的材料较为规整才能够满足使用的需要,因此,需要对其进行改进。
技术实现思路
1、针对现有技术的不足,本实用新型提供一种汽车零件的冲压模具,用于解决上述背景技术所提出的问题。
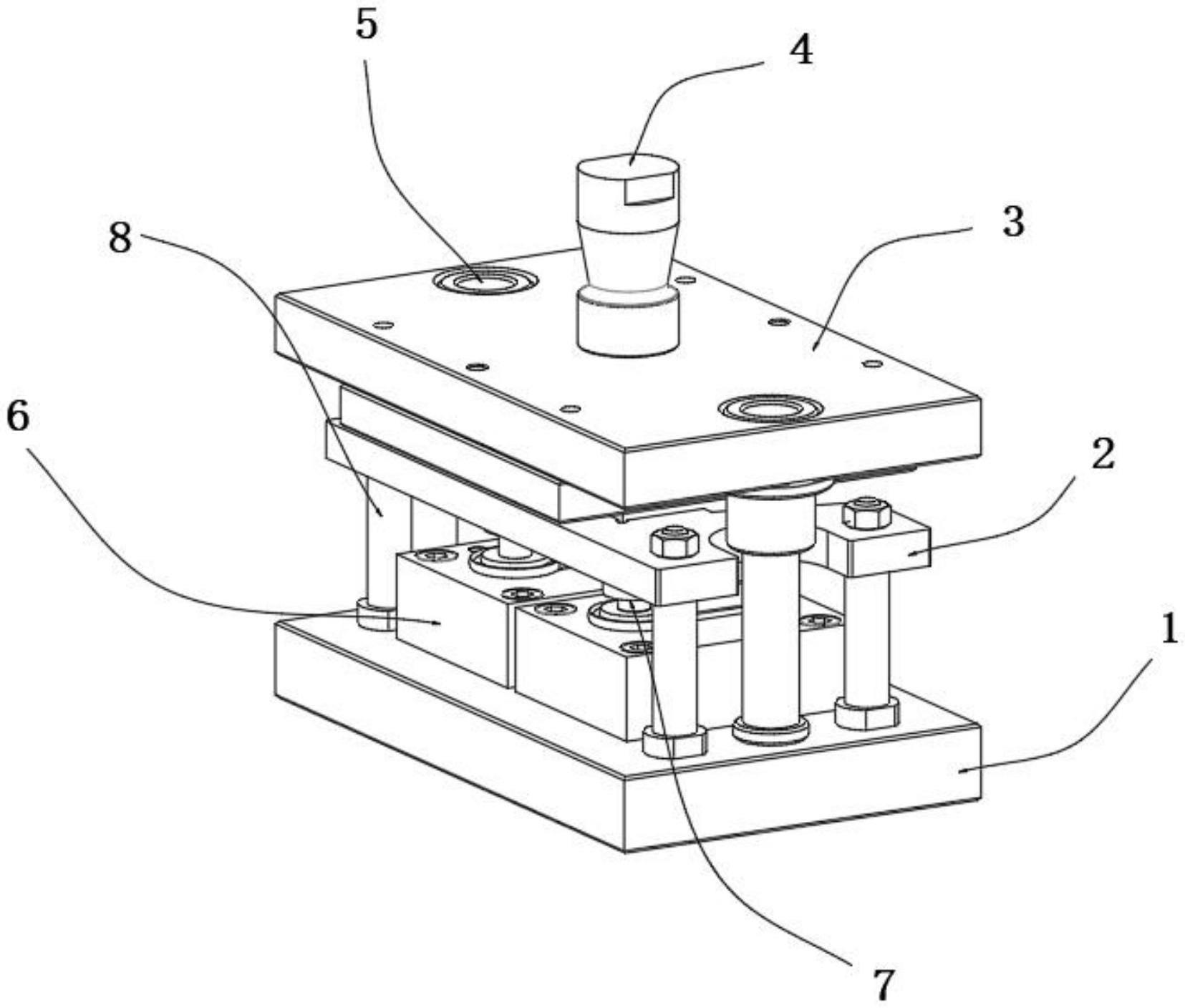
2、本实用新型的汽车零件的冲压模具,包括下模具、下模具以及安装在上模具和下模具之间的定位部件;
3、所述下模具的顶部设置有成型模块;
4、定位部件包括定位板,所述定位板的一侧靠近成型模块的位置处设置有可供冲压部件适配的通孔,位于两个所述通孔的一侧设置有凸条,所述凸条的条体处设置有气槽;
5、所述定位板的板体开设有组合孔,所述组合孔与辅助支撑部件适配。
6、作为本实用新型的进一步改进,所述上模具的板体开设有两个圆形通孔,且连接有限位部件,所述限位部件的底部与下模具的顶部相连接。
7、作为本实用新型的进一步改进,所述上模具的顶部中部设置有圆形通孔,位于该圆形通孔处设置有可供上模具下压的驱动件。
8、作为本实用新型的进一步改进,所述下模具的顶部两端设置有两组辅助支撑部件,每组所述辅助支撑部件至少有两个,且等距分布在限位部件的两侧。
9、作为本实用新型的进一步改进,所述定位板的板体两侧中部开设有与限位部件适配的凹槽,所述定位板的顶部位于凹槽的两侧设置有组合孔,所述组合孔与辅助支撑部件适配。
10、作为本实用新型的进一步改进,所述定位板的底部靠近成型模块的底部设置有定位条,所述定位条的中段设置有凹槽。
11、作为本实用新型的进一步改进,所述定位条的两侧位于定位板的板体处设置有凸条,所述凸条与定位板上适配冲压部件适配的通孔的弧度相同。
12、与现有技术相比,本实用新型的有益效果如下:
13、本实用新型通过设置的上模具与下模具之间的配合,适配成型模块的使用,在定位部件的限制下,上、下模具合拢的过程中,即可实现对冲压材料的固定,满足使用的需要,而设置在定位部件下方的定位条,在使用的时候,能够通过挤压的形变作用,利用安装在定位条上凹槽上的软质材料,对冲压的材料进行定位限制,尽可能的避免材料在冲压的时候,出现位移的问题,同时提高冲压的质量,而定位部件的使用,可以和冲压的成型模块适配,依据不同的使用需要对其进行调整。
技术特征:
1.一种汽车零件的冲压模具,包括下模具(1)、下模具(1)以及安装在上模具(3)和下模具(1)之间的定位部件(2);
2.根据权利要求1所述的一种汽车零件的冲压模具,其特征在于:所述上模具(3)的板体开设有两个圆形通孔,且连接有限位部件(5),所述限位部件(5)的底部与下模具(1)的顶部相连接。
3.根据权利要求1所述的一种汽车零件的冲压模具,其特征在于:所述上模具(3)的顶部中部设置有圆形通孔,位于该圆形通孔处设置有可供上模具(3)下压的驱动件(4)。
4.根据权利要求1所述的一种汽车零件的冲压模具,其特征在于:所述下模具(1)的顶部两端设置有两组辅助支撑部件(8),每组所述辅助支撑部件(8)至少有两个,且等距分布在限位部件(5)的两侧。
5.根据权利要求1所述的一种汽车零件的冲压模具,其特征在于:所述定位板(21)的板体两侧中部开设有与限位部件(5)适配的凹槽(23),所述定位板(21)的顶部位于凹槽(23)的两侧设置有组合孔(26),所述组合孔(26)与辅助支撑部件(8)适配。
6.根据权利要求1所述的一种汽车零件的冲压模具,其特征在于:所述定位板(21)的底部靠近成型模块(6)的底部设置有定位条(25),所述定位条(25)的中段设置有凹槽(23)。
7.根据权利要求6所述的一种汽车零件的冲压模具,其特征在于:所述定位条(25)的两侧位于定位板(21)的板体处设置有凸条(22),所述凸条(22)与定位板(21)上适配冲压部件(7)适配的通孔的弧度相同。
技术总结
本技术涉及汽车零件冲压技术领域,具体公开了汽车零件的冲压模具,包括下模具、下模具以及安装在上模具和下模具之间的定位部件;所述下模具的顶部设置有成型模块;定位部件包括定位板,所述定位板的一侧靠近成型模块的位置处设置有可供冲压部件适配的通孔;本技术通过设置的上模具与下模具之间的配合,适配成型模块的使用,在定位部件的限制下,上、下模具合拢的过程中,即可实现对冲压材料的固定,满足使用的需要,而设置在定位部件下方的定位条,在使用的时候,能够通过挤压的形变作用,利用安装在定位条上凹槽上的软质材料,对冲压的材料进行定位限制,尽可能的避免材料在冲压的时候,出现位移的问题。
技术研发人员:徐陶伟
受保护的技术使用者:十堰市兴捷工贸有限公司
技术研发日:20221030
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!