纵梁夹具开闭式旋压夹紧座结构的制作方法
本技术属于夹具,更具体地说,特别涉及纵梁夹具开闭式旋压夹紧座结构。
背景技术:
1、现生产的军车长短纵梁结构特殊,纵梁分为c型内外片,纵梁因长度较长,截面积相对长度较小、刚性相对较弱,装夹后需对扣焊接,因此就需要用到相应的夹具。
2、目前纵梁夹具开闭式旋压夹紧座结构还存在以下不足:
3、现有的开闭式旋压夹紧座的压臂跨度短、开启角度小、压紧不够牢固,进而会影响后续的加工作业。
4、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提供纵梁夹具开闭式旋压夹紧座结构,以期达到更加实用的目的。
技术实现思路
1、为了解决上述技术问题,本实用新型提供纵梁夹具开闭式旋压夹紧座结构,以解决现有的开闭式旋压夹紧座的压臂跨度短、开启角度小、压紧不够牢固,进而会影响后续的加工作业的问题。
2、本实用新型纵梁夹具开闭式旋压夹紧座结构的目的与功效,由以下具体技术手段所达成:
3、纵梁夹具开闭式旋压夹紧座结构,包括安装座,所述安装座的主体为矩形结构,安装座的内部呈直线阵列开设有安装孔,且安装座的内部开设有缺槽,安装座的内部转动连接有销轴,销轴向外侧凸出安装座,且销轴的外侧安装有轴用卡簧。
4、进一步的,所述安装座的右侧设置有定位块,定位块位于压块的正下方位置,且定位块的底端安装有调整垫,调整垫用于托起定位块。
5、进一步的,所述安装座的内部开设有通孔,该通孔的内部插接有锁止定位销,安装座的内部通过销轴安装有压臂,压臂的内部也开设有通孔。
6、进一步的,所述滑动手柄的前后两侧均拧接有定位螺母,旋压杆的底端拧接有锁紧螺母,锁紧螺母的底端固定连接有压块。
7、进一步的,所述压臂的内部开设有螺孔,该螺孔的内部拧接有旋压杆,旋压杆的内部开设有通孔,该通孔的内部插接有滑动手柄。
8、进一步的,所述压臂中所开设的通孔的位置与安装座中所开设的通孔位置相匹配,安装座与压臂之间通过锁止定位销限位。
9、与现有技术相比,本实用新型具有如下有益效果:
10、1、安装座与压臂采用销轴连接,销轴上有凹槽,安装轴用卡簧,压臂的前段设有相应的旋压杆、滑动手柄、压块及锁紧螺母,且在压块的下方设有可调整高低的调整垫,用来抵消制件的焊接变形,通过手动握持滑动手柄,并通过旋压杆的转动来带动着压块向着定位块的一侧进行靠近,以将制件进行夹紧限位,进而达到更加实用的目的。
11、2、采用本结构开闭式旋压夹紧座装夹更加方便快捷,减少装夹时间,并能解决制件焊接后弯曲变形的问题,减少焊接变形后续的矫正校平工作量,开闭式旋压夹紧座外观简洁美观,锁止可靠,夹紧牢固,符合人机工程要求。
12、本实用新型的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本实用新型的研究和实践而为本领域的技术人员所理解。
技术特征:
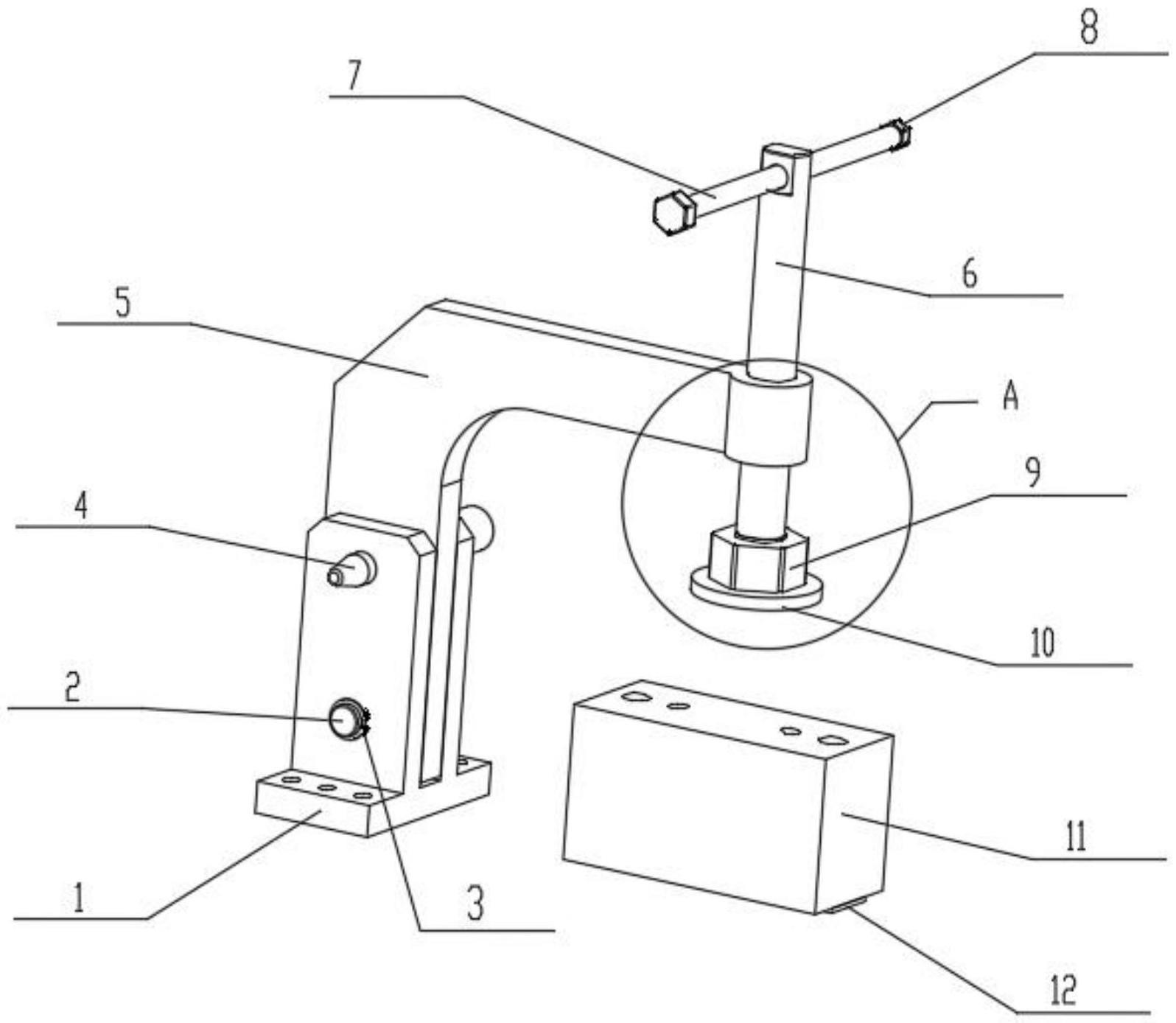
1.纵梁夹具开闭式旋压夹紧座结构,其特征在于:包括安装座(1),所述安装座(1)的主体为矩形结构,安装座(1)的内部呈直线阵列开设有安装孔,且安装座(1)的内部开设有缺槽,安装座(1)的内部转动连接有销轴(2),销轴(2)向外侧凸出安装座(1),且销轴(2)的外侧安装有轴用卡簧(3)。
2.如权利要求1所述纵梁夹具开闭式旋压夹紧座结构,其特征在于:所述安装座(1)的内部开设有通孔,该通孔的内部插接有锁止定位销(4),安装座(1)的内部通过销轴(2)安装有压臂(5),压臂(5)的内部也开设有通孔。
3.如权利要求2所述纵梁夹具开闭式旋压夹紧座结构,其特征在于:所述压臂(5)中所开设的通孔的位置与安装座(1)中所开设的通孔位置相匹配,安装座(1)与压臂(5)之间通过锁止定位销(4)限位。
4.如权利要求3所述纵梁夹具开闭式旋压夹紧座结构,其特征在于:所述压臂(5)的内部开设有螺孔,该螺孔的内部拧接有旋压杆(6),旋压杆(6)的内部开设有通孔,该通孔的内部插接有滑动手柄(7)。
5.如权利要求4所述纵梁夹具开闭式旋压夹紧座结构,其特征在于:所述滑动手柄(7)的前后两侧均拧接有定位螺母(8),旋压杆(6)的底端拧接有锁紧螺母(9),锁紧螺母(9)的底端固定连接有压块(10)。
6.如权利要求1所述纵梁夹具开闭式旋压夹紧座结构,其特征在于:所述安装座(1)的右侧设置有定位块(11),定位块(11)位于压块(10)的正下方位置,且定位块(11)的底端安装有调整垫(12),调整垫(12)用于托起定位块(11)。
技术总结
本技术提供纵梁夹具开闭式旋压夹紧座结构,涉及夹具技术领域,包括安装座,所述安装座的主体为矩形结构,安装座的内部呈直线阵列开设有安装孔,且安装座的内部开设有缺槽,安装座的内部转动连接有销轴,销轴向外侧凸出安装座,且销轴的外侧安装有轴用卡簧,解决了现有的开闭式旋压夹紧座的压臂跨度短、开启角度小、压紧不够牢固,进而会影响后续的加工作业的问题,采用本结构开闭式旋压夹紧座装夹更加方便快捷,减少装夹时间,并能解决制件焊接后弯曲变形的问题,减少焊接变形后续的矫正校平工作量,开闭式旋压夹紧座外观简洁美观,锁止可靠,夹紧牢固,符合人机工程要求。
技术研发人员:熊君娇,张健,王刚,刘源,涂隆辉,常青,周学员
受保护的技术使用者:十堰万利通汽车装备有限公司
技术研发日:20221102
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!