一种用于棱镜辅助块铣磨的高精度夹持工装的制作方法
1.本实用新型属于光学加工技术领域,具体涉及一种适用于带椭圆柱面的棱镜辅助块铣磨的高精度夹持工装。
背景技术:
2.棱镜辅助块是一种用于棱镜抛光加工的玻璃材料工装,棱镜辅助块的加工精度与棱镜加工时长密切相关,其中带椭圆柱面的棱镜辅助块三视结构如图1所示,该辅助块常用于加工一种八面棱镜,在批量生产中有大量需求。
3.棱镜辅助块通常在数控机床上加工,为减轻棱镜辅助块中残余应力,加工该型棱镜辅助块时,通常采用热熔胶粘接的方式进行装夹,该种方式会造成平板玻璃的热应力变形影响加工精度,而且夹持精度依赖加工人员经验、夹持过程中调整平板玻璃费时费力。
技术实现要素:
4.本实用新型的目的在于设计一种用于棱镜辅助块铣磨的高精度装夹工装,使用本工装可以保证加工面与基准面角度误差秒级,同时减少装夹时间。
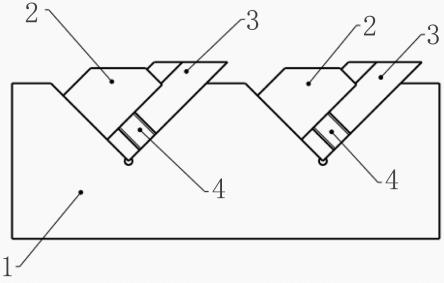
5.本实用新型解决其技术问题所采用的技术方案是:一种用于棱镜辅助块铣磨的高精度夹持工装,包括立方体的定位座和开设在定位座表面的若干棱形槽,所述的棱形槽由相互垂直的两个切面构成,所述的一个切面上设置有螺纹孔,棱形槽内设置有夹紧块,所述的夹紧块底部有与棱形槽对应的棱形面,夹紧块前侧设置有截面为v字形的压槽,夹紧块后侧设置有与螺纹孔对应的安装孔,所述的安装孔内设置有螺钉。
6.所述的一种用于棱镜辅助块铣磨的高精度夹持工装,其棱形槽有多个且相互平行。
7.所述的一种用于棱镜辅助块铣磨的高精度夹持工装,其压槽夹角为135~165
°
。
8.本实用新型的有益效果是:本专利工装使用时先将夹紧块放在定位座的棱形槽内,再将棱镜辅助块放在定位座和夹紧块之间,夹紧块的v字形压槽接触棱镜辅助块的椭圆面,旋动螺钉调整定位座和夹紧块的间距,上紧即可夹持并定位棱镜辅助块。
9.本专利工装适用于多型辅助块的加工,支持加工面与基准面角度误差精度秒级同时减少装夹时间,可以减轻腔体辅助块因夹持工装造成的热应力与内应力。
附图说明
10.图1是待夹持棱镜辅助块的三视图;
11.图2是本实用新型的主视图;
12.图3是本实用新型的俯视图;
13.图4是本实用新型定位座的三视图;
14.图5是本实用新型夹紧块的三视图。
15.各附图标记为:1—定位座,11—螺纹孔,2—夹紧块,21—安装孔,3—棱镜辅助块,
4—螺钉。
具体实施方式
16.下面结合附图和具体实施例对本实用新型作进一步详细说明。
17.如图2、图3所示,本实用新型公开的一种用于棱镜辅助块铣磨的高精度夹持工装,包括立方体的定位座1和开设在定位座1表面的若干棱形槽,如图4所示,定位座1用于与数控机床连接,棱形槽有多个且相互平行,这样可以放置多个夹紧块2,所述的棱形槽由相互垂直的两个切面构成,用于确定棱镜辅助块3的角度,所述的一个切面上设置有螺纹孔11,棱形槽内设置有夹紧块2,用于固定棱镜辅助块3,如图5所示,所述的夹紧块2底部有与棱形槽对应的垂直棱形面,夹紧块2前侧设置有截面为v字形的压槽,用于压紧棱镜辅助块3的同时减轻对棱镜辅助块3内应力的影响,因棱镜辅助块3的椭圆柱面有一定误差,弧形槽配合没有楔形槽好,因此压槽夹角为135~165
°
,优选为150
°
,能保证夹紧后和棱镜辅助块3紧密贴紧,夹紧块2后侧设置有与螺纹孔11对应的安装孔21,所述的安装孔21内设置有螺钉4。
18.工装使用时,腔体辅助块基准面放置于定位座1上,先将夹紧块2放在定位座1的棱形槽内,再将棱镜辅助块3放在定位座1和夹紧块2之间,夹紧块2的v字形的压槽接触棱镜辅助块3的椭圆面,旋动螺钉4调整定位座1和夹紧块2的间距,上紧即可夹持并定位棱镜辅助块3。
19.上述实施例仅例示性说明本实用新型的原理及其功效,以及部分运用的实施例,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种用于棱镜辅助块铣磨的高精度夹持工装,其特征在于:包括立方体的定位座(1)和开设在定位座(1)表面的若干棱形槽,所述的棱形槽由相互垂直的两个切面构成,所述的切面上设置有螺纹孔(11),棱形槽内设置有夹紧块(2),所述的夹紧块(2)底部有与棱形槽对应的棱形面,夹紧块(2)前侧设置有截面为v字形的压槽,夹紧块(2)后侧设置有与螺纹孔(11)对应的安装孔(21),所述的安装孔(21)内设置有螺钉(4)。2.根据权利要求1所述的一种用于棱镜辅助块铣磨的高精度夹持工装,其特征在于,所述的棱形槽有多个且相互平行。3.根据权利要求1或2所述的一种用于棱镜辅助块铣磨的高精度夹持工装,其特征在于,所述的压槽夹角为135~165
°
。
技术总结
本实用新型公开了一种用于棱镜辅助块铣磨的高精度夹持工装,用于棱镜辅助块批量铣磨的装夹,包括立方体的定位座和开设在定位座表面的若干棱形槽,所述的棱形槽由相互垂直的两个切面构成,一个切面上设置有螺纹孔,棱形槽内设置有夹紧块,所述的夹紧块底部有与棱形槽对应的棱形面,夹紧块前侧设置有截面为V字形的压槽,夹紧块后侧设置有与螺纹孔对应的安装孔,所述的安装孔内设置有螺钉;本专利工装适用于多型辅助块的加工,支持加工面与基准面角度误差精度秒级同时减少装夹时间,可以减轻腔体辅助块因夹持工装造成的热应力与内应力。体辅助块因夹持工装造成的热应力与内应力。体辅助块因夹持工装造成的热应力与内应力。
技术研发人员:张铉 刘彦清 赵明强
受保护的技术使用者:华中光电技术研究所(中国船舶重工集团公司第七一七研究所)
技术研发日:2022.11.03
技术公布日:2023/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1