一种大型构件自动对中焊接系统的制作方法
本技术涉及大型圆柱状工件焊接,特别涉及一种大型构件自动对中焊接系统。
背景技术:
1、在大型构件自动焊接行业中,对于圆柱形钢构件,由于自动焊接是在工件旋转状态下完成的,这就要求工件与焊接旋转平台的同轴度要求较高,如果同轴度不好,那么焊出的焊缝有偏差,成型不好,焊接强度也受影响。
2、现实生产中,大型柱状工件一般都采用吊装形式,行车或者吊车吊装是难以保证同轴度的,这也成为了圆柱形大型构件自动化焊接的瓶颈,解决这个问题是行业的迫切需求。
技术实现思路
1、本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种大型构件自动对中焊接系统,能够解决现有技术中的问题,实现大型圆柱状工件的自动对中和自动焊接,降低大型圆柱状工件的焊接难度,提升产品良品率。
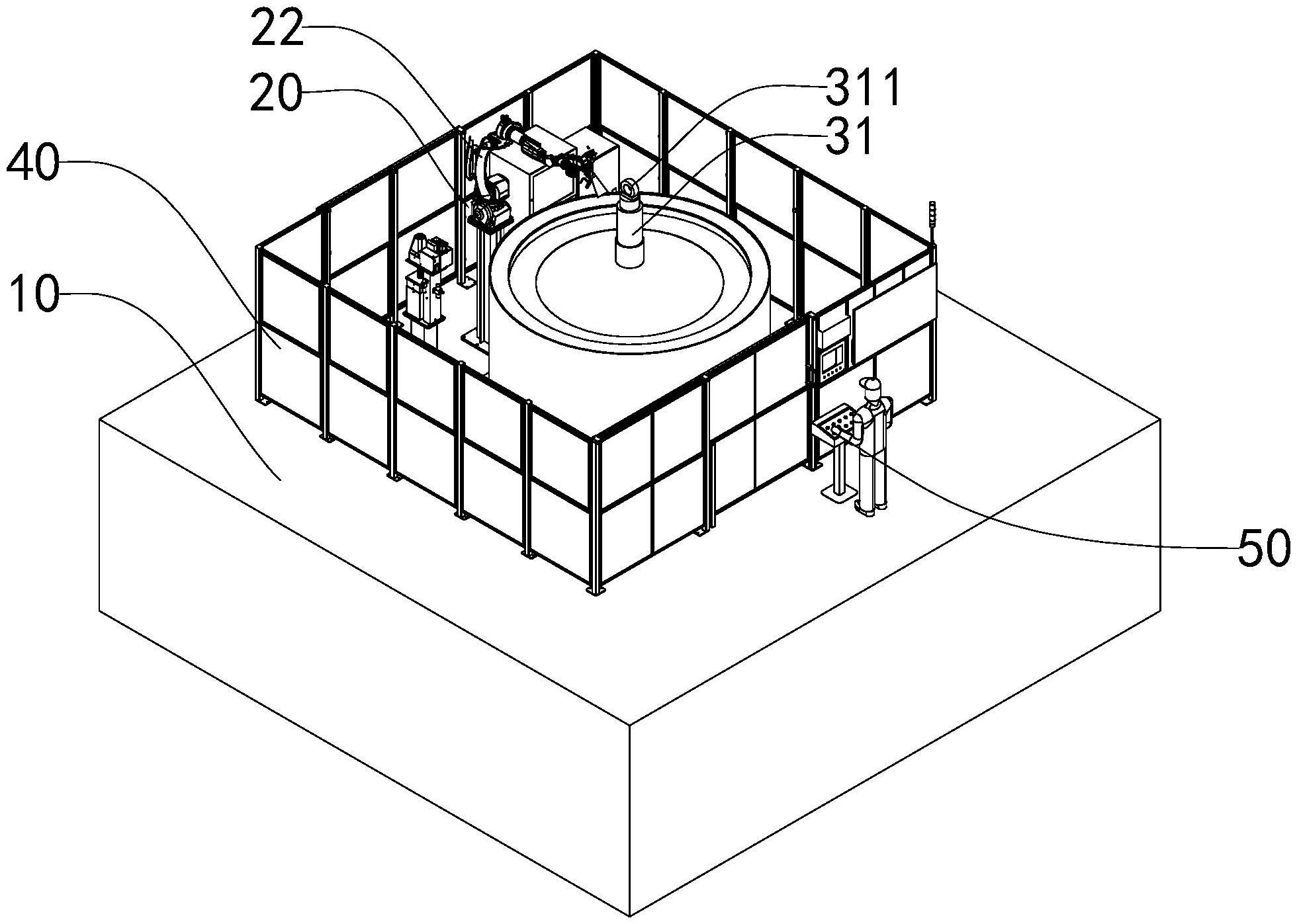
2、根据本实用新型的第一方面,提供一种大型构件自动对中焊接系统,包括地台;工件焊接系统,设置在所述地台上,用于焊接工件;吊装定位系统,设置在所述工件焊接系统中,用于工件吊装定位。
3、有益效果:一种大型构件自动对中焊接系统包括地台、工件焊接系统以及吊装定位系统。工件焊接系统设置在地台上,用于焊接工件。吊装定位系统设置在工件焊接系统中,用于工件吊装定位。通过吊装定位系统实现工件吊装时的自动定位,随后通过工件焊接系统实现工件的自动焊接,进而实现大型圆柱状工件的自动对中和自动焊接,降低大型圆柱状工件的焊接难度,提升产品良品率。
4、根据本实用新型所述的一种大型构件自动对中焊接系统,所述工件焊接系统包括:焊接工作台,设置在所述地台上,所述焊接工作台用于承载工件并驱动工件转动;自动焊接机器人,设置在所述焊接工作台上且位于所述焊接工作台的一侧,所述自动焊接机器人用于工件的自动焊接。
5、根据本实用新型所述的一种大型构件自动对中焊接系统,所述焊接工作台包括:机架,设置在所述地台上并与预埋螺栓连接;回转支承,可转动地设置在所述机架上,所述回转支承的外圈与驱动设备的输出端啮合;承载台,设置在所述回转支承上且与所述回转支承外圈连接,所述承载台中心设有定位孔。
6、根据本实用新型所述的一种大型构件自动对中焊接系统,所述吊装定位系统包括:定位吊杆,设置在圆柱状工件的中心,所述定位吊杆与工件同轴,所述定位吊杆可插设在所述承载台中;激光定位组件,活动设置在所述机架上,所述激光定位组件可沿所述承载台中心向上竖直发射激光。
7、根据本实用新型所述的一种大型构件自动对中焊接系统,所述定位吊杆上端设有吊环。
8、根据本实用新型所述的一种大型构件自动对中焊接系统,所述激光定位组件包括:伸缩架以及红外线激光器,所述伸缩架设置在所述机架上,所述伸缩架上设有伸缩驱动装置,所述红外线激光器设置在所述伸缩驱动装置的输出端。
9、根据本实用新型所述的一种大型构件自动对中焊接系统,所述激光定位组件还包括对射激光发射器,两个所述对射激光发射器为一组,同一组的两个所述对射激光发射器相对设置在所述焊接工作台的两侧,所述对射激光发射器的高度高于所述焊接工作台,同一组的两个所述对射激光发射器之间的连线与所述回转支承的轴线相交。
10、根据本实用新型所述的一种大型构件自动对中焊接系统,所述对射激光发射器至少为一组。
11、根据本实用新型所述的一种大型构件自动对中焊接系统,还包括安全围栏,所述安全围栏设置在所述地台上,所述工件焊接系统和所述吊装定位系统均设置在所述安全围栏中。
12、根据本实用新型所述的一种大型构件自动对中焊接系统,还包括操作台,所述操作台设置在所述地台上,所述操作台与所述工件焊接系统和所述吊装定位系统电连接,所述操作台位于所述安全围栏外侧。
技术特征:
1.一种大型构件自动对中焊接系统,其特征在于,包括:
2.根据权利要求1所述的一种大型构件自动对中焊接系统,其特征在于,所述工件焊接系统(20)包括:
3.根据权利要求2所述的一种大型构件自动对中焊接系统,其特征在于,所述焊接工作台(21)包括:
4.根据权利要求3所述的一种大型构件自动对中焊接系统,其特征在于,所述吊装定位系统(30)包括:
5.根据权利要求4所述的一种大型构件自动对中焊接系统,其特征在于,所述定位吊杆(31)上端设有吊环(311)。
6.根据权利要求4所述的一种大型构件自动对中焊接系统,其特征在于,所述激光定位组件(32)包括:伸缩架(321)以及红外线激光器(322),所述伸缩架(321)设置在所述机架(211)上,所述伸缩架(321)上设有伸缩驱动装置,所述红外线激光器(322)设置在所述伸缩驱动装置的输出端。
7.根据权利要求6所述的一种大型构件自动对中焊接系统,其特征在于,所述激光定位组件(32)还包括对射激光发射器(323),两个所述对射激光发射器(323)为一组,同一组的两个所述对射激光发射器(323)相对设置在所述焊接工作台(21)的两侧,所述对射激光发射器(323)的高度高于所述焊接工作台(21),同一组的两个所述对射激光发射器(323)之间的连线与所述回转支承(212)的轴线相交。
8.根据权利要求7所述的一种大型构件自动对中焊接系统,其特征在于,所述对射激光发射器(323)至少为一组。
9.根据权利要求1所述的一种大型构件自动对中焊接系统,其特征在于,还包括安全围栏(40),所述安全围栏(40)设置在所述地台(10)上,所述工件焊接系统(20)和所述吊装定位系统(30)均设置在所述安全围栏(40)中。
10.根据权利要求9所述的一种大型构件自动对中焊接系统,其特征在于,还包括操作台(50),所述操作台(50)设置在所述地台(10)上,所述操作台(50)与所述工件焊接系统(20)和所述吊装定位系统(30)电连接,所述操作台(50)位于所述安全围栏(40)外侧。
技术总结
本技术公开了一种大型构件自动对中焊接系统,涉及大型圆柱状工件焊接技术领域。能够解决现有技术中的问题,实现大型圆柱状工件的自动对中和自动焊接,降低大型圆柱状工件的焊接难度,提升产品良品率。一种大型构件自动对中焊接系统包括地台、工件焊接系统以及吊装定位系统。工件焊接系统设置在地台上,用于焊接工件。吊装定位系统设置在工件焊接系统中,用于工件吊装定位。通过吊装定位系统实现工件吊装时的自动定位,随后通过工件焊接系统实现工件的自动焊接,进而实现大型圆柱状工件的自动对中和自动焊接,降低大型圆柱状工件的焊接难度,提升产品良品率。
技术研发人员:曹向成,董永法,周鹃,李辉印
受保护的技术使用者:珠海横琴新区硕方机器人自动化有限公司
技术研发日:20221103
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!