一种泵体零件的组合加工装置的制作方法
本技术涉及一种组合加工装置,具体涉及一种一次装夹后即可完成泵体两端法兰端面和泵体两端法兰孔的加工的泵体零件的组合加工装置。
背景技术:
1、目前,泵体的加工进出水法兰端面的加工方法多为普通卧式镗床镗加工完一端法兰面,镗床工作台旋转180°再镗另一端法兰面。
2、两端面加工完成后,泵体转运到摇臂钻工序钻两端法兰孔,由于工件较大,摇臂钻旁边都挖有地坑,将泵体放入地坑,翻转到一端法兰端面向上,开始钻孔。一端孔钻完后,翻转泵体到另一端面向上,钻法兰孔。
3、由于泵体零件比较大,转运不方便,摇臂钻钻两端法兰孔需要翻转,翻转过程费时费力,因此加工效率很低,而且翻转过程中还存在着撞人撞物等安全隐患。
技术实现思路
1、针对上述问题,本实用新型的主要目的在于提供具体涉及一种一次装夹后即可完成泵体两端法兰端面和泵体两端法兰孔的加工的泵体零件的组合加工装置。
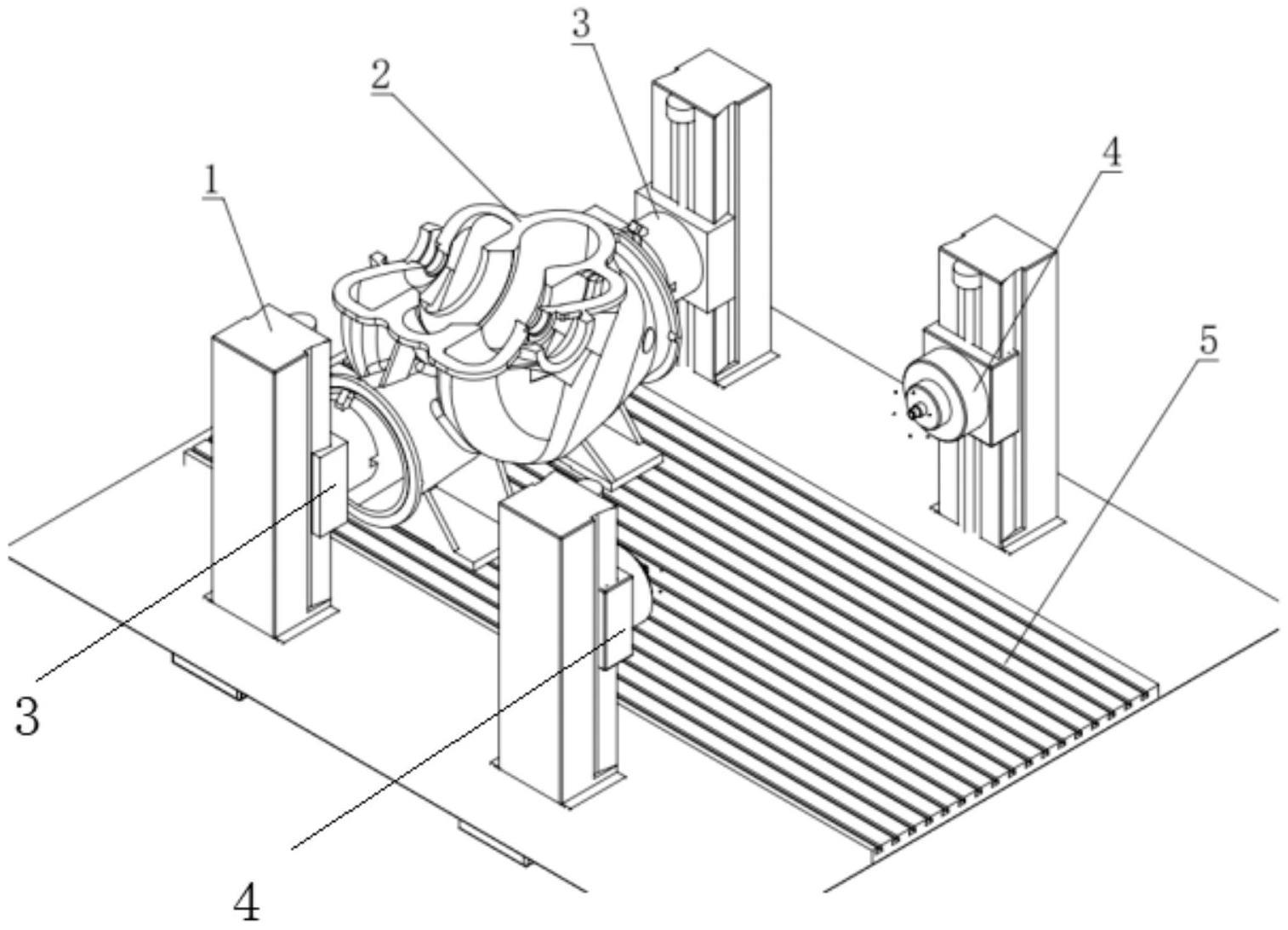
2、本实用新型是通过下述技术方案来解决上述技术问题的:一种泵体零件的组合加工装置,所述泵体零件的组合加工装置包括:工作台,四个移动立柱,两套加工动力装置,加工动力装置安装在移动立柱上,移动立柱为在垂直方向按坐标值移动的移动装置,需要加工的泵体零件固定在工作台上,工作台在水平方向按坐标值移动,加工时移动工作台,将泵体零件移动到动力装置的加工位置。
3、在本实用新型的具体实施例子中,工作台下面装有导轨,丝杠及伺服电机,工作台移动由伺服电机控制。
4、在本实用新型的具体实施例子中,所述加工动力装置包括:两个镗加工动力装置和两个钻孔动力装置,两个镗加工动力装置组成一组,两个钻孔动力装置组成另一组,两个镗加工动力装置的位置的连线和两个钻孔动力装置的连线平行,两个镗加工动力装置位于工作台的两侧,两个钻孔动力装置也位于工作台的两侧。
5、在本实用新型的具体实施例子中,位于工作台的同一侧的镗加工动力装置和钻孔动力装置之间的间距大于加工的泵体的最宽处的距离。
6、在本实用新型的具体实施例子中,位于工作台的同一侧的镗加工动力装置和钻孔动力装置之间的间距为加工的泵体的最宽处的距离的1.5-2倍。
7、在本实用新型的具体实施例子中,所述镗加工动力装置、钻孔动力装置每一套均安装在一套移动立柱上。
8、在本实用新型的具体实施例子中,所述移动立柱上设置有燕尾导轨,加工动力装置上设置有燕尾槽,燕尾导轨和燕尾槽两者配合。
9、在本实用新型的具体实施例子中,加工动力装置的底座与丝杠连接,丝杠由伺服电机控制。
10、本实用新型的积极进步效果在于:本实用新型提供的泵体零件的组合加工装置;采用组合加工节省了工件的转运时间,节省了摇臂钻钻孔是的辅助翻转时间,可使加工效率提升两倍左右;规避了钻孔工序翻转过程中的安全隐患。
技术特征:
1.一种泵体零件的组合加工装置,其特征在于:所述泵体零件的组合加工装置包括:工作台,四个移动立柱,两套加工动力装置,加工动力装置安装在移动立柱上,移动立柱为在垂直方向按坐标值移动的移动装置,需要加工的泵体零件固定在工作台上,工作台在水平方向按坐标值移动,加工时移动工作台,将泵体零件移动到动力装置的加工位置。
2.根据权利要求1所述的泵体零件的组合加工装置,其特征在于:工作台下面装有导轨,丝杠及伺服电机,工作台移动由伺服电机控制。
3.根据权利要求1所述的泵体零件的组合加工装置,其特征在于:所述加工动力装置包括:两个镗加工动力装置和两个钻孔动力装置,两个镗加工动力装置组成一组,两个钻孔动力装置组成另一组,两个镗加工动力装置的位置的连线和两个钻孔动力装置的连线平行,两个镗加工动力装置位于工作台的两侧,两个钻孔动力装置也位于工作台的两侧。
4.根据权利要求1所述的泵体零件的组合加工装置,其特征在于:位于工作台的同一侧的镗加工动力装置和钻孔动力装置之间的间距大于加工的泵体的最宽处的距离。
5.根据权利要求4所述的泵体零件的组合加工装置,其特征在于:位于工作台的同一侧的镗加工动力装置和钻孔动力装置之间的间距为加工的泵体的最宽处的距离的1.5-2倍。
6.根据权利要求3所述的泵体零件的组合加工装置,其特征在于:所述镗加工动力装置、钻孔动力装置每一套均安装在一套移动立柱上。
7.根据权利要求1所述的泵体零件的组合加工装置,其特征在于:所述移动立柱上设置有燕尾导轨,加工动力装置上设置有燕尾槽,燕尾导轨和燕尾槽两者配合。
8.根据权利要求1所述的泵体零件的组合加工装置,其特征在于:加工动力装置的底座与丝杠连接,丝杠由伺服电机控制。
技术总结
本技术涉及一种泵体零件的组合加工装置,包括:工作台,四个移动立柱,两套加工动力装置,加工动力装置安装在移动立柱上,移动立柱为在垂直方向按坐标值移动的移动装置,需要加工的泵体零件固定在工作台上,工作台在水平方向按坐标值移动,加工时移动工作台,将泵体零件移动到动力装置的加工位置。本技术提供的泵体零件的组合加工装置;采用组合加工节省了工件的转运时间,节省了摇臂钻钻孔是的辅助翻转时间,可使加工效率提升两倍左右;规避了钻孔工序翻转过程中的安全隐患。本技术一次装夹后即可完成泵体两端法兰端面和泵体两端法兰孔的加工。
技术研发人员:惠钢锁,孙诚,李登华,张炫波
受保护的技术使用者:上海凯泉泵业(集团)有限公司
技术研发日:20221107
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!