一种冷轧钢筋短应力轧机导卫的制作方法
1.本实用新型涉及冷轧带肋钢筋轧制设备,特别涉及一种冷轧钢筋短应力轧机导卫,属于冷轧钢筋设备技术领域。
背景技术:
2.轧机是冷轧带肋钢筋生产线的重要组成设备,是保证钢筋成型的主要设备。一般一条生产线会布置多台轧机,分别对原料进行减径及成型轧制,在连续的、多道次的、高速轧制下,使原料最终成型。由于辊环材料比较特殊,成本较高,在辊环加工过程中,为保证使用效率,一般每个辊环会加工多道孔型。由于在轧制过程中,原料与辊环长期接触挤压,会使辊环表面磨损,需要经常在辊面长度方向上对各个辊环上的孔型进行调整,每次更换、调整时必须保证整个轧制线不变。因此,每台轧机都会在进料方向和出料方向设置导卫,以便轧件可以按照既定的方向和状态,平稳的进入轧辊孔型,并平稳的导出轧辊孔型,保证轧制线不变。目前的冷轧钢筋轧机上的导卫采用是一个上端为倒t形的导卫座,倒t形的导卫座竖边上开设有线孔,两个l形导卫臂支撑在两侧的t形横边上,导卫座固定在轧机上,两个l形的导卫臂竖边靠近中部均通过销轴转动连接在铰接板上,两个l形的导卫臂竖边靠近支撑端部的螺孔中旋接有调整螺栓,调整螺栓的内端顶在t形竖边上,在两个l形的导卫臂竖边的横边上转动安装有辊轮,钢筋从两个辊轮间、线孔中通过,通过旋转调整螺栓来调整两个导卫臂的角度,两个辊轮之间的间隙,在生产需要调整时,通过调整轧辊沿其长度方向上移动实现与导卫对应,在生产实践中,发现这种形式的导卫辊轮磨损过快,经常需要更换,而且容易向一侧偏载,导致一侧损坏加快。
技术实现要素:
3.本实用新型的目的在于克服目前的轧机导卫中存在的上述问题,提供一种冷轧钢筋短应力轧机导卫。
4.为实现本实用新型的目的,采用了下述的技术方案:一种冷轧钢筋短应力轧机导卫,包括l形的左导卫臂、右导卫臂,在l形前方的横边上均转动安装有一个辊轮,左导卫臂、右导卫臂靠近中部均通过销轴转动连接在铰接板上,铰接板固定连接在导卫座前部,左导卫臂、右导卫臂的后端均开设有螺孔,螺孔中旋接有调节螺栓,调节螺栓的内端顶在导卫座上,在轧机上固定连接有第一槽轨,第一槽轨的方向沿轧辊轴向,滑块滑动安装在第一槽轨中,第一槽轨上通过顶丝孔旋接有用于顶紧滑块的第一顶丝,所述的滑块上加工有第二槽轨,第二槽轨的方向沿轧辊径向,所述的导卫座为“十”形,导卫座“十”形的竖边下部滑动安装在第二槽轨中,第二槽轨上通过顶丝孔旋接有用于顶紧导卫座的第二顶丝,铰接板的后方螺母,丝杆旋接在螺母上,两个l形导卫臂的后部内侧面为斜面,斜面与导卫座之间具有间隙,螺母的两侧顶在斜面上,两个导卫臂的后部支撑在“十”形两侧的水平横边上。
5.进一步的;l形的左导卫臂、右导卫臂的前端厚、后端薄。
6.进一步的;在滑块上固定设置有定位块,在导卫座“十”形四边靠近下端加工有螺
纹孔,螺纹孔中旋接有调整螺杆,调整螺杆顶在定位块上。
7.进一步的;十字形竖边的上端开设有开口槽,丝杆位于开口槽内,在开口槽上通过螺栓固定连接有压板,压板和开口槽构成丝杆转动安装的孔。
8.本实用新型的积极有益技术效果在于:本导卫用在轧机上在沿轧辊轴向、径向上均可调整,可以更好的调整以降低与钢筋之间的张力,延长辊轮使用寿命,采用丝杆调整两个导卫臂之间的角度两侧的导卫臂变化同步,基本可以避免单侧过载。
附图说明
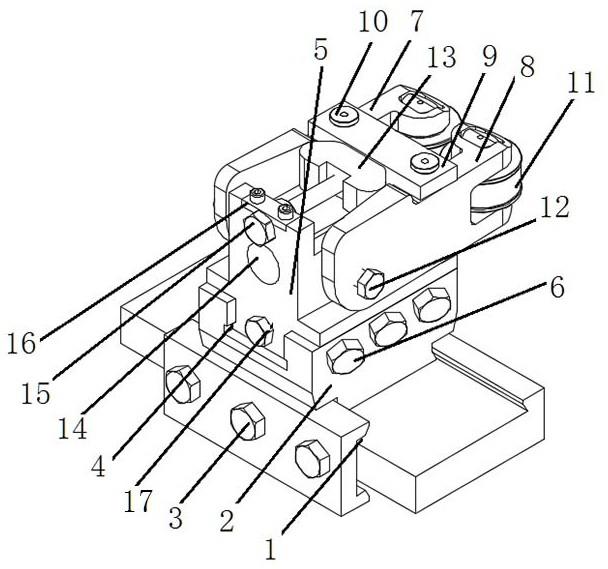
9.图1是本实用新型的整体示意图。
10.图2是滑块处的示意图。
11.图3是本实用新型的俯视示意图。
具体实施方式
12.为了更充分的解释本实用新型的实施,提供本实用新型的实施实例。这些实施实例仅仅是对本实用新型的阐述,不限制本实用新型的范围。
13.结合附图对本实用新型进一步详细的解释,附图中各标记为:1:第一槽轨;2:滑块;3:第一顶丝;4:第二槽轨;5:导卫座;6:第二顶丝;7:左导卫臂;8:右导卫臂;9:铰接板;10:销轴;11:辊轮;12:调节螺栓;13:螺母;14:线孔;15:丝杆;1501:六方形头部;16:压板;17:限位螺母;18:定位块;19:限位螺母。
14.如附图1所示,一种冷轧钢筋短应力轧机导卫,包括固定在轧机上固定连接有第一槽轨1,第一槽轨的方向沿轧辊轴向,即钢筋的径向,第一槽轨采用燕尾槽轨,滑块2滑动安装在第一槽轨中,第一槽轨上通过顶丝孔旋接有用于顶紧滑块的第一顶丝3,滑块2上加工有第二槽轨4,第二槽轨4的方向沿轧辊径向,即钢筋的轴向,导卫座5为“十”形,导卫座“十”形的竖边下部滑动安装在第二槽轨4中,第二槽轨上通过顶丝孔旋接有用于顶紧导卫座的第二顶丝6,在滑块2上固定设置有定位块18,在导卫座“十”形竖靠近下端加工有螺纹孔,螺纹孔中旋接有调整螺杆17,调整螺杆顶在定位块上,调整螺杆有两个作用,一是可以单向调整滑块,二是当本导卫用在出料方向时,可以防止钢筋行进时对滑块产生的带动力过大第二顶丝顶力不足。
15.l形的左导卫臂7、右导卫臂8支撑两个导卫臂的后部支撑在“十”形导卫座两侧的水平横边上,在l形前方的横边上均转动安装有一个辊轮11,左导卫臂、右导卫臂靠近中部均通过销轴10转动连接在铰接板9上,两个l形导卫臂的后部内侧面为斜面,左导卫臂、右导卫臂的后端均开设有螺孔,螺孔中旋接有调节螺栓12,调节螺栓12的内端顶在导卫座上,十字形竖边的上端开设有开口槽,丝杆15位于开口槽内,在开口槽上通过螺栓固定连接有压板16,丝杆转动设置在开口槽和压板形成的孔中,丝杆15上通过螺纹旋接有限位螺母19,丝杠具有六方形头部1501,六方形头部、限位螺母分别位于孔前后对丝杆进行限位,铰接板的后方设置螺母13,铰接板上有可容纳丝杆的孔,丝杆旋接在螺母上,两个l形导卫臂的后部内侧面为斜面,斜面与导卫座之间具有间隙,螺母13的两侧顶在斜面上,通过旋转丝杠螺母沿斜面移动可调节辊轮的开口大小,左导卫臂、右导卫臂的前端厚、后端薄,这样万一在单侧滚轮过载的情况下,因为后端薄,可以发生一定的变形,以降低辊轮的径向载荷。
16.需要说明的是,本导卫在轧机前后都使用,本申请中的前、后、左、右等方位描述仅仅是为了更好的解释本申请的技术方案,并非代表安装使用时的实际方位。
17.在详细说明本实用新型的实施方式之后,熟悉该项技术的人士可清楚地了解,在不脱离上述申请专利范围与精神下可进行各种变化与修改,凡依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均属于本实用新型技术方案的范围,且本实用新型亦不受限于说明书中所举实例的实施方式。
技术特征:
1.一种冷轧钢筋短应力轧机导卫,包括l形的左导卫臂、右导卫臂,在l形前方的横边上均转动安装有一个辊轮,左导卫臂、右导卫臂靠近中部均通过销轴转动连接在铰接板上,铰接板固定连接在导卫座前部,左导卫臂、右导卫臂的后端均开设有螺孔,螺孔中旋接有调节螺栓,调节螺栓的内端顶在导卫座上,其特征在于:在轧机上固定连接有第一槽轨,第一槽轨的方向沿轧辊轴向,滑块滑动安装在第一槽轨中,第一槽轨上通过顶丝孔旋接有用于顶紧滑块的第一顶丝,所述的滑块上加工有第二槽轨,第二槽轨的方向沿轧辊径向,所述的导卫座为“十”形,导卫座“十”形的竖边下部滑动安装在第二槽轨中,第二槽轨上通过顶丝孔旋接有用于顶紧导卫座的第二顶丝,十字形竖边的上端开设有孔,丝杆转动安装在孔内,丝杠上通过螺纹旋接有限位螺母,铰接板的布有螺母,丝杆旋接在螺母上,两个l形导卫臂的后部内侧面为斜面,斜面与导卫座之间具有间隙,螺母的两侧顶在斜面上,两个导卫臂的后部支撑在“十”形两侧的水平横边上。2.根据权利要求1所述的一种冷轧钢筋短应力轧机导卫,其特征在于:l形的左导卫臂、右导卫臂的前端厚、后端薄。3.根据权利要求1所述的一种冷轧钢筋短应力轧机导卫,其特征在于:在滑块上固定设置有定位块,在导卫座“十”形四边靠近下端加工有螺纹孔,螺纹孔中旋接有调整螺杆,调整螺杆顶在定位块上。4.根据权利要求1所述的一种冷轧钢筋短应力轧机导卫,其特征在于:十字形竖边的上端开设有开口槽,丝杆位于开口槽内,在开口槽上通过螺栓固定连接有压板,压板和开口槽构成丝杆转动安装的孔。
技术总结
一种冷轧钢筋短应力轧机导卫,包括L形的左导卫臂、右导卫臂,在L形前方的横边上均转动安装有一个辊轮,左导卫臂、右导卫臂靠近中部均通过销轴转动连接在铰接板上,铰接板固定连接在导卫座前部,左导卫臂、右导卫臂的后端均开设有螺孔,螺孔中旋接有调节螺栓,调节螺栓的内端顶在导卫座上,在轧机上固定连接有第一槽轨,滑块滑动安装在第一槽轨中,滑块上加工有第二槽轨,导卫座竖边下部滑动安装在第二槽轨中,铰接板的后方螺母,丝杆旋接在螺母上,两个L形导卫臂的后部内侧面为斜面,斜面与导卫座之间具有间隙,螺母的两侧顶在斜面上。本导卫可延长辊轮使用寿命。卫可延长辊轮使用寿命。卫可延长辊轮使用寿命。
技术研发人员:尹海庆 李红杰 荣耀 丁晓冰
受保护的技术使用者:安阳复星合力新材料股份有限公司
技术研发日:2022.11.08
技术公布日:2023/1/19
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1