一种碰焊设备和一种碰焊工作站的制作方法
本技术涉及焊接加工生产设备,特别涉及一种碰焊设备和一种碰焊工作站。
背景技术:
1、碰焊,即“对焊”,是电阻焊的一种。将两金属焊件夹持在两夹头中,电流通过两金属件的连接端,加热至塑性或熔化状态,在轴向压力作用下造成永久连接。碰焊的焊接质量稳定,生产效率高,是一种易于实现机械化、自动化的焊接方法。
2、对于汽车的尾排管,在生产过程中需要将尾排管的多个部件通过碰焊的方式焊接在一起。传统的尾排管碰焊设备,都是通过气缸带动两个夹头将两个金属焊件夹紧,实现焊接过程中的轴向压力的施加。这样的碰焊设备,焊接效果难以控制,对于厚度规格不同的金属焊件,焊接效果各异,无法实现精准焊接。
技术实现思路
1、本实用新型目的在于提供一种碰焊设备和碰焊工作站,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
2、为解决上述技术问题所采用的技术方案:
3、一种碰焊设备,包括:基座、上夹头、下夹头和升降驱动单元;
4、所述下夹头与所述基座固定连接,所述上夹头设于所述下夹头的上方,所述升降驱动单元设有与所述上夹头传动连接、并使所述上夹头相对所述下夹头上下移动的升降驱动端,所述升降驱动端与上夹头之间还设有压力传感器。
5、本实用新型所提供的碰焊设备,至少具有如下的有益效果:所述升降驱动单元能够带动所述上夹头往下移动,将上夹头和下夹头之间的焊件夹紧,从而实现碰焊焊接,所述上夹头和下夹头之间的压力能够通过所述压力传感器进行监测从而得到控制,使得焊接效果稳定,避免了虚焊、过焊、焊穿等异常。本实用新型的碰焊设备,焊接压力能够实时监控,焊接效果稳定性高。
6、作为上述技术方案的进一步改进,所述升降驱动单元为电缸。通过上述技术方案,电缸能够提供精确的位置控制,通过电缸带动上夹头移动,使得两个碰焊电极之间的距离能够精确控制。
7、作为上述技术方案的进一步改进,所述基座具有呈c型的焊接口,所述上夹头和下夹头分别设于所述焊接口的上下两侧。通过上述技术方案,所述基座的焊接口能够为上夹头和下夹头提供安装基础,c型的焊接口能避开上夹头和下夹头之间的位置,避免与焊件夹具发生碰撞或干涉。
8、作为上述技术方案的进一步改进,所述基座为一体成型件。通过上述技术方案,一体成型的基座更加稳固,为上夹头和下夹头提供更稳定的安装基准,避免形变影响碰焊精度。
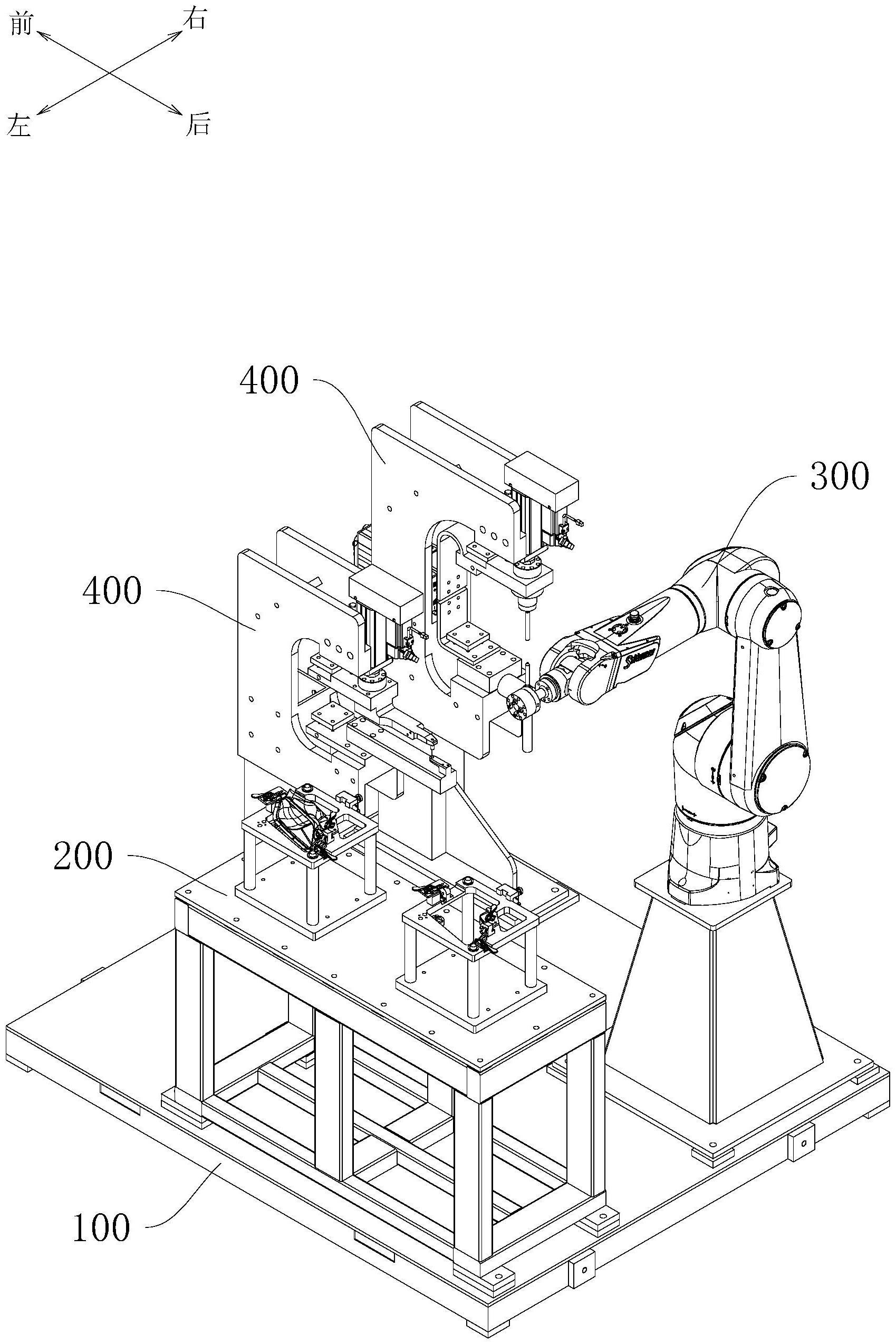
9、本实用新型还提供了一种碰焊工作站,包括:上料台、上料机械手和上述的碰焊设备,所述上料台和碰焊设备均设于所述上料机械手的旁侧,所述上料台设有用于固定金属焊件的焊件夹具,所述上料机械手用于带动所述焊件夹具移动。
10、本实用新型所提供的碰焊工作站,至少具有如下的有益效果:焊接产品的金属焊件能够通过焊件夹具固定,上料机械手将上料台上的焊件夹具移动到碰焊设备进行焊接加工,完成焊接后再放回到上料台上,自动化程度高,焊接过程避免了人工参与,效率提高的同时能够规避焊接过程的压伤、烫伤风险,安全性也大大提高。
11、作为上述技术方案的进一步改进,所述上料台设置有多个上下料工位,所述上下料工位和焊件夹具分别设有上下延伸、并相互对应的定位销和定位孔。通过上述技术方案,焊件夹具通过定位销和定位孔与上下料工位实现定位对接,销和孔相互套接的定位结构操作简单,定位精度高。
12、作为上述技术方案的进一步改进,所述焊件夹具包括呈平板状的基板和多个快速夹钳,所述基板设有上下贯穿的焊接避位槽,所述焊接避位槽边缘设有多个定位槽,所述快速夹钳设于所述定位槽旁侧。通过上述技术方案,所述避位槽能够对焊接件提供避让空间,焊接件的边缘或其焊接耳能够卡设于所述定位槽内实现焊接件的定位,再通过快速夹钳将金属焊接压紧固定在基板上,实现焊接的夹持。
13、作为上述技术方案的进一步改进,所述上下料工位设有多条立柱,所述立柱的上端具有相互平齐的承托部,至少两条所述立柱的承托部设有所述定位销或定位孔。通过上述技术方案,所述立柱的承托部能够为焊件夹具提供支撑,通过立柱对焊件夹具进行承托,使得焊件夹具能够悬放避免焊件夹具的重力压在金属焊件上。
14、作为上述技术方案的进一步改进,所述上料机械手设有夹具卡盘构件,所述焊件夹具设有与所述夹具卡盘构件对应的连接构件,所述夹具卡盘构件与连接构件可拆连接、使得所述上料机械手能够带动所述焊件夹具移动。通过上述技术方案,上料机械手的工作端通过夹具卡盘构件与焊件夹具的连接构件连接,从而带动焊件夹具进行移动,实现焊件加工。
15、作为上述技术方案的进一步改进,所述碰焊设备的数量为多个,多个所述碰焊设备的上夹头和下夹头的两个电极形状分别对应物料不同的焊接位置。金属焊件的焊接部位可能处于角部或较难触碰的位置。通过上述技术方案,通过不同的碰焊设备对金属焊件的不同部位进行焊接加工。
技术特征:
1.一种碰焊设备,其特征在于:包括:基座(410)、上夹头(420)、下夹头(430)和升降驱动单元(440);
2.根据权利要求1所述的碰焊设备,其特征在于:所述升降驱动单元(440)为电缸。
3.根据权利要求1所述的碰焊设备,其特征在于:所述基座(410)具有呈c型的焊接口,所述上夹头(420)和下夹头(430)分别设于所述焊接口的上下两侧。
4.根据权利要求3所述的碰焊设备,其特征在于:所述基座(410)为一体成型件。
5.一种碰焊工作站,其特征在于:包括:上料台(200)、上料机械手(300)和权利要求1至4任一项所述的碰焊设备(400),所述上料台(200)和碰焊设备(400)均设于所述上料机械手(300)的旁侧,所述上料台(200)设有焊件夹具(220),所述上料机械手(300)用于带动所述焊件夹具(220)移动。
6.根据权利要求5所述的碰焊工作站,其特征在于:所述上料台(200)设置有多个上下料工位(210),所述上下料工位(210)和焊件夹具(220)分别设有上下延伸、并相互对应的定位销(213)和定位孔(2213)。
7.根据权利要求6所述的碰焊工作站,其特征在于:所述焊件夹具(220)包括呈平板状的基板(221)和多个快速夹钳(222),所述基板(221)设有上下贯穿的焊接避位槽(2211),所述焊接避位槽(2211)边缘设有多个定位槽(2212),所述快速夹钳(222)设于所述定位槽(2212)旁侧。
8.根据权利要求7所述的碰焊工作站,其特征在于:所述上下料工位(210)设有多条立柱(211),所述立柱(211)的上端具有相互平齐的承托部(212),至少两条所述立柱(211)的承托部(212)设有所述定位销(213)或定位孔(2213)。
9.根据权利要求5所述的碰焊工作站,其特征在于:所述上料机械手(300)设有夹具卡盘构件(310),所述焊件夹具(220)设有与所述夹具卡盘构件(310)对应的连接构件(223),所述夹具卡盘构件(310)与连接构件(223)可拆连接、使得所述上料机械手(300)能够带动所述焊件夹具(220)移动。
10.根据权利要求5所述的碰焊工作站,其特征在于:所述碰焊设备(400)的数量为多个,多个所述碰焊设备(400)的上夹头(420)和下夹头(430)的两个电极形状分别对应物料不同的焊接位置。
技术总结
本技术公开了一种碰焊设备,包括:基座、上夹头、下夹头和升降驱动单元。本技术的碰焊工作站,通过升降驱动单元带动所述上夹头往下移动,将焊件夹紧,从而实现碰焊焊接,上夹头和下夹头之间的压力能够通过压力传感器进行监测从而得到控制,使得焊接效果稳定,避免了虚焊、过焊、焊穿等异常。本技术还公开了一种碰焊工作站,包括:上料台、上料机械手和上述的碰焊设备。焊接产品的金属焊件能够通过上料台上的焊件夹具固定,上料机械手将上料台上的焊件夹具移动到碰焊设备进行焊接加工,完成焊接后再放回到上料台上,自动化程度高,焊接过程避免了人工参与,效率提高的同时能够规避焊接过程的压伤、烫伤风险,安全性也大大提高。
技术研发人员:邹斌,梁春华,汤国华
受保护的技术使用者:佛山市南海和信福莱克思金属制品有限公司
技术研发日:20221108
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!