一种精密铝锻件的冷压设备的制作方法
本技术涉及冷压设备领域,更具体地说,涉及一种精密铝锻件的冷压设备。
背景技术:
1、精密铝锻件的冷压设备是指对精密铝锻件进行冷压加工,其实质是利用金属塑性变形的特点,使精密铝锻件表面的微观凸峰不断被压平,凸峰下的金属不仅下压,而且还要从凸峰两侧的凹谷挤出,这样可使微观不平度减小,从而获得小的表面粗糙度。
2、现有的精密铝锻件的冷压设备在使用时,由于一种冷压模具只能冷压一种工件,从而导致企业储存各种型号的冷压模具,这样一来大大的增加了企业的生产成本,所以我们提出了一种精密铝锻件的冷压设备来解决上述存在的问题。
技术实现思路
1、1.要解决的技术问题
2、针对现有技术中存在的问题,本实用新型的目的在于提供一种精密铝锻件的冷压设备,通过对成型组件的灵活更换,并更换相应的压模,无需对底模和顶模这种大件进行更换,进而能够降低企业储存各种型号的冷压模具成本,同时又能对各种型号的工件进行加工。
3、2.技术方案
4、为解决上述问题,本实用新型采用如下的技术方案。
5、一种精密铝锻件的冷压设备,包括底座,所述底座顶部表面设置有龙门架,所述底座顶部表面设置有底模,所述底模顶部表面开设有成型腔,所述龙门架内腔顶部表面两侧均设置有第一液压推杆,两组所述第一液压推杆输出端通过顶模相连,所述成型腔内腔设置有成型组件,所述顶模底部表面设置有压模,所述底模底部表面和底座顶部表面中部均开设有通孔,并且通孔内腔设置有顶出组件,所述底模两侧壁均开设有螺孔,并且每组所述螺孔内腔转动连接有锁杆,同时锁杆一端与所述成型组件外壁卡合相连;
6、所述龙门架一侧壁设置有电控箱。
7、进一步的,所述成型组件包括成型模,所述成型模内腔底部设置有成型模底板,所述成型模两侧壁均开设有锁孔,所述成型模底板底部表面设置有卡块,并且卡块底端与所述顶出组件顶部表面卡合相连。
8、进一步的,所述成型模内腔俯视形状与所述成型模底板俯视形状相同,且二者构成嵌入式结构。
9、进一步的,所述成型模外部形状与所述底模上的成型腔形状相适配,且二者插接相连。
10、进一步的,所述顶出组件包括设置于所述底座底部表面中部的托架和设置于所述通孔内腔的第二液压推杆,所述托架内腔底部表面与所述第二液压推杆底部表面相连,所述第二液压推杆输出端安装有卡座,并且卡座顶端与所述卡块底端插接相连。
11、进一步的,所述锁杆一端与所述锁孔内腔插接相连。
12、进一步的,所述电控箱通过导线与所述第一液压推杆和第二液压推杆电相连。
13、3.有益效果
14、相比于现有技术,本实用新型的优点在于:
15、(1)本方案,当需要对精密铝锻件进行加工处理时,此时通过根据用户需求选用相应的成型组件,然后将成型组件放置在底模上的成型腔内,接着通过旋转螺孔上的锁杆,从而能够使得锁杆一端卡住位于成型腔内的成型组件,既能起到对成型组件限位作用,又能防止成型组件松动,接着工作人员再将需要加工的铝料放置到成型组件内,通过电控箱,可控制两组第一液压推杆运行,从而能够使得第一液压推杆经顶模带动压模向下运输,从而能够使得压模压入至成型组件内,进而能够将成型组件内的铝料冷压成精密铝锻件;
16、等待一定时间后,此时通过电控箱再控制第一液压推杆收缩,从而能够使得压模底端与精密铝锻件分离,接着电控箱在控制通孔内的顶出组件运行,从而能够将成型组件内冷压后的精密铝锻件顶出成型组件,进而能够方便用户取出精密铝锻件,当需要对不同的精密铝锻件进行冷压时,此时通过拆卸下来锁杆,从而能够方便用户对成型组件,并更换相应的压模,无需对底模和顶模这种大件进行更换,进而能够降低企业储存各种型号的冷压模具成本。
17、(2)本方案,通过成型组件中的成型模,既能灵活的放置在底模上的成型腔内,又能对铝料进行加工成精密铝锻件,同时又能对成型模底板进行安装,并且成型模底板上的卡块又能与顶出组件顶部相连,进而方便取出冷压加工成型的精密铝锻件,由于锁杆一端与锁孔内腔插接相连,可使得锁杆一端对锁孔进行卡合,从而能够对成型模限位,防止成型模使用时松动。
18、(3)本方案,当需要将冷压完成的精密铝锻件取出时,此时通过电控箱,可控制第二液压推杆运行,从而能够使得卡座经卡块带动成型模底板向上运输,进而能够将冷压加工成型的精密铝锻件顶出成型模内,以便于工作人员取出精密铝锻件,通过托架,可对第二液压推杆底端提供平稳的基础。
技术特征:
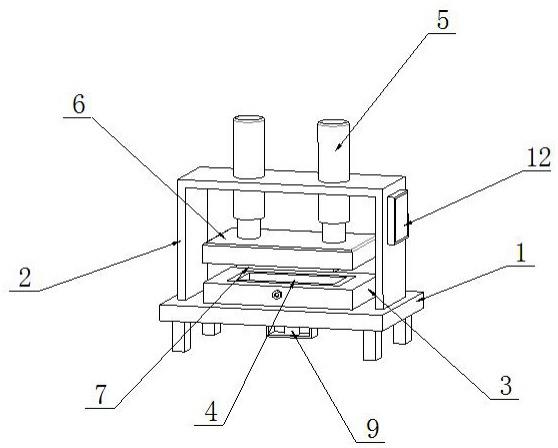
1.一种精密铝锻件的冷压设备,包括底座(1),所述底座(1)顶部表面设置有龙门架(2),所述底座(1)顶部表面设置有底模(3),所述底模(3)顶部表面开设有成型腔,所述龙门架(2)内腔顶部表面两侧均设置有第一液压推杆(5),两组所述第一液压推杆(5)输出端通过顶模(6)相连,其特征在于:所述成型腔内腔设置有成型组件(4),所述顶模(6)底部表面设置有压模(7),所述底模(3)底部表面和底座(1)顶部表面中部均开设有通孔(8),并且通孔(8)内腔设置有顶出组件(9),所述底模(3)两侧壁均开设有螺孔(10),并且每组所述螺孔(10)内腔转动连接有锁杆(11),同时锁杆(11)一端与所述成型组件(4)外壁卡合相连;
2.根据权利要求1所述的一种精密铝锻件的冷压设备,其特征在于:所述成型组件(4)包括成型模(401),所述成型模(401)内腔底部设置有成型模底板(402),所述成型模(401)两侧壁均开设有锁孔(403),所述成型模底板(402)底部表面设置有卡块(404),并且卡块(404)底端与所述顶出组件(9)顶部表面卡合相连。
3.根据权利要求2所述的一种精密铝锻件的冷压设备,其特征在于:所述成型模(401)内腔俯视形状与所述成型模底板(402)俯视形状相同,且二者构成嵌入式结构。
4.根据权利要求2所述的一种精密铝锻件的冷压设备,其特征在于:所述成型模(401)外部形状与所述底模(3)上的成型腔形状相适配,且二者插接相连。
5.根据权利要求2所述的一种精密铝锻件的冷压设备,其特征在于:所述顶出组件(9)包括设置于所述底座(1)底部表面中部的托架(901)和设置于所述通孔(8)内腔的第二液压推杆(902),所述托架(901)内腔底部表面与所述第二液压推杆(902)底部表面相连,所述第二液压推杆(902)输出端安装有卡座(903),并且卡座(903)顶端与所述卡块(404)底端插接相连。
6.根据权利要求2所述的一种精密铝锻件的冷压设备,其特征在于:所述锁杆(11)一端与所述锁孔(403)内腔插接相连。
7.根据权利要求5所述的一种精密铝锻件的冷压设备,其特征在于:所述电控箱(12)通过导线与所述第一液压推杆(5)和第二液压推杆(902)电相连。
技术总结
本技术公开了一种精密铝锻件的冷压设备,属于冷压设备领域,一种精密铝锻件的冷压设备,包括底座,所述底座顶部表面设置有龙门架,所述底座顶部表面设置有底模,所述底模顶部表面开设有成型腔,所述龙门架内腔顶部表面两侧均设置有第一液压推杆,两组所述第一液压推杆输出端通过顶模相连,所述成型腔内腔设置有成型组件,所述顶模底部表面设置有压模,所述底模底部表面和底座顶部表面中部均开设有通孔,并且通孔内腔设置有顶出组件,本技术通过对成型组件的灵活更换,并更换相应的压模,无需对底模和顶模这种大件进行更换,进而能够降低企业储存各种型号的冷压模具成本,同时又能对各种型号的工件进行加工。
技术研发人员:姚栋宇,徐炎炎,陈志强,焦海鹏
受保护的技术使用者:江苏天南铝材锻造有限公司
技术研发日:20221110
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!