一种组合式内冷却冲头的制作方法
1.本实用新型涉及模具加工制造领域,具体涉及一种组合式内冷却冲头。
背景技术:
2.冲压加工,是靠压力机与模具对材料施加外力,使其分离或产生塑性变形,以获得所需的形状和尺寸零件的一种加工方法。冲头作为冲压模具中的关键部件,与成型零件直接接触,对材料进行冲裁、拉伸,冲压过程中,冲头受长期高频的冲击力、剪切力及摩擦力作用的影响,易出现塑性变形,断裂失效,粘附磨损及磨粒磨损等失效形式。由于硬质合金具有高硬度、高耐磨性、强抗压、抗粘附性等性能,常被作为冲头的首选材料。
3.对于上述问题,硬质合金材料能够有效的延长模具使用寿命,提高产品质量,但整体式硬质合金结构,目前存在以下问题,1、硬质合金材料属于一种难加工材料,整体式硬质合金结构,增加了冷却水孔加工难度;2、硬质合金硬度高,但韧性相对差,冲压过程中,在出水口位置易出现断裂现象;3、硬质合金材料400~2200元/公斤,相比普通热作模具钢,成品价格高,市场中不具有价格优势。
技术实现要素:
4.本实用新型的目的为解决冲压过程中,整体式硬质合金冲头断裂失效的问题,提出一种组合式内冷却冲头,保证所生产零件的尺寸和形状精度以及提高模具的使用寿命,延长模具保养周期,同时降低冲头产品生产成本。
5.为实现上述目的,本实用新型所采用的技术方案为:一种组合式内冷却冲头,其特征在于:包括冲头连接杆及安装于其下端的冲头,所述冲头连接杆下端外径处设置有外螺纹,所述冲头内孔设置有与所述外螺纹配合连接的内螺纹,所述冲头连接杆与所述冲头连接后二者中心的水孔吻合对应,所述冲头连接杆与所述冲头连接处设置有防溢水结构,所述防溢水结构包括密封环槽、密封圈,所述密封环槽设置于所述冲头连接杆下端面及台肩面上,所述密封圈安装于所述密封环槽内。
6.所述外螺纹与水孔同轴度0.01mm,所述内螺纹与水孔同轴度0.01mm。
7.所述外螺纹与所述内螺纹的连接处涂有厌氧胶。
8.所述密封环直径高于所述密封环槽深度0.2mm。
9.所述冲头连接杆采用热作模具钢制成。
10.所述冲头采用硬质合金材料制成。
11.与现有加工方式相比,本实用新型的有益效果如下:
12.1.本实用新型组合式内冷却冲头,有效的解决了冲压过程中,整体式硬质合金冲头断裂失效问题,提高模具的使用寿命,延长模具保养周期。
13.2.本实用新型组合式内冷却冲头,将整体式硬质合金内冷却冲头结构设计为冲头连接杆与冲头组合连接,冲头采用硬质合金材料,冲头连接杆采用热作模具钢材料,在满足使用要求前提下,减少高价材料的使用比例,降低材料成本。
14.3.本实用新型组合式内冷却冲头,由于硬质合金材料属于一种难加工材料,整体式硬质合金内冷却冲头结构,冷却水孔加工难度大,设计为冲头连接杆与冲头组合连接,大幅度降低加工难度及生产成本,缩短加工周期。
15.附图说明:
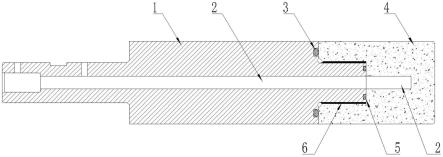
16.图1为本实用新型一种组合式内冷却冲头结构图;
17.图2为本实用新型一种组合式内冷却冲头冲头连接杆部件结构图;
18.图3为本实用新型一种组合式内冷却冲头冲头部件结构图;
19.图4为本实用新型一种组合式内冷却冲头冲压示意图;
20.图中:1、冲头连接杆;2、水孔;3、密封圈a;4、冲头;5、密封圈b;6、厌氧胶;7、密封环槽a;8、密封环槽b;9、外螺纹;10、内螺纹;11、冲压零件。
具体实施方式
21.下面结合附图与具体实施例对本实用新型进行详细说明。
实施例
22.如图1~图3所示,一种组合式内冷却冲头,包括冲头连接杆1、冲头4,冲头连接杆1采用热作模具钢制成,冲头连接杆1下端外径处设置有外螺纹9,冲头4采用硬质合金材料制成,冲头4内孔设置有内螺纹10,冲头4安装于冲头连接杆1下端,通过外螺纹9与内螺纹10连接固定,连接后二者中心的水孔2吻合对应,外螺纹9与内螺纹10连接处涂有厌氧胶6进行紧固,防止冲压过程中出现松动或脱落问题。
23.在冲头连接杆1与冲头4连接处设置有防溢水结构,冲头连接杆1台肩面下设置有密封环槽a 7,下端面设置有密封环槽b 8,密封环槽a 7与密封环槽b 8的规格不同,密封圈a 3安装于密封环槽a 7中,密封圈b 5安装于密封环槽b 8中,保证密封圈a 3高于密封环槽a 70.2mm,密封圈b 5高于密封环槽b 80.2mm,冲头连接杆1与冲头4连接后,通过挤压密封圈a 3与密封圈b 5进行密封。
24.结构设计时,考虑冲头连接杆1与冲头4装配后,可能出现水孔2错位问题,因此冲头连接杆上1的外螺纹9与水孔2同轴度0.01mm,冲头4上的内螺纹10与水孔2同轴度0.01mm,尽可能减小水孔错位。
25.如图4所示,为本实用新型一种组合式内冷却冲头冲压示意图,冲头4采用硬质合金材质制成,冲头4长度比冲压零件11长,保证冲压过程中硬质合金材质与冲压零件接触。冲压过程中,冲头连接杆1不直接参与冲裁、拉伸的工作,热作模具钢可满足使用需求,减少硬质合金高价材质的使用比例,降低成本,同时,相比硬质合金材质,热作模具钢具有更高的韧性,解决了冲头连接杆断裂的问题。
26.以上内容是结合优选技术方案对本实用新型所做的进一步详细说明,不能认定本实用新型的具体实施仅限于这些说明。对本实用新型所属技术领域的普通技术人员来说,在不脱离本实用新型的构思的前提下,还可以做出简单的推演及替换,都应当视为本实用新型的保护范围。
技术特征:
1.一种组合式内冷却冲头,其特征在于:包括冲头连接杆及安装于其下端的冲头,所述冲头连接杆下端外径处设置有外螺纹,所述冲头内孔设置有与所述外螺纹配合连接的内螺纹,所述冲头连接杆与所述冲头连接后二者中心的水孔吻合对应,所述冲头连接杆与所述冲头连接处设置有防溢水结构,所述防溢水结构包括密封环槽、密封圈,所述密封环槽设置于所述冲头连接杆下端面及台肩面上,所述密封圈安装于所述密封环槽内。2.根据权利要求1所述的一种组合式内冷却冲头,其特征在于:所述外螺纹与水孔同轴度0.01mm,所述内螺纹与水孔同轴度0.01mm。3.根据权利要求1所述的一种组合式内冷却冲头,其特征在于:所述外螺纹与所述内螺纹的连接处涂有厌氧胶。4.根据权利要求1所述的一种组合式内冷却冲头,其特征在于:所述密封环直径高于所述密封环槽深度0.2mm。
技术总结
本实用新型涉及模具加工制造领域,具体涉及一种组合式内冷却冲头。包括冲头连接杆及安装于其下端的冲头,所述冲头连接杆下端外径处设置有外螺纹,所述冲头内孔设置有与所述外螺纹配合连接的内螺纹,所述冲头连接杆与所述冲头连接后二者中心的水孔吻合对应,所述冲头连接杆与所述冲头连接处设置有防溢水结构,所述防溢水结构包括密封环槽、密封圈,所述密封环槽设置于所述冲头连接杆下端面及台肩面上,所述密封圈安装于所述密封环槽内。本实用新型组合式内冷却冲头结构设计简单、合理,在保证产品的使用性能的前提下,可大幅度降低产品的机械加工难度,同时有效降低产品生产成本,提高产品市场竞争力。产品市场竞争力。产品市场竞争力。
技术研发人员:孙宏伟 王文凯 张毅宾 刘盛举 肖良
受保护的技术使用者:盘起工业(大连)有限公司
技术研发日:2022.11.10
技术公布日:2023/3/23
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1