一种铝型材冲孔模的制作方法
本技术涉及铝型材加工,特别涉及一种铝型材冲孔模。
背景技术:
1、方舱上的舱门、应急门、附近室门等门框通常采用铝型材制作,门框与车壁板连接需要钻铆钉孔。目前在门框上钻铆钉孔基本靠手工完成,即首先需要用卷尺等测量工具按照图示尺寸在铝型材上定位划线需要钻孔的位置,然后用台钻在划线的位置钻铆钉孔,这种方式只能适合小批量生产,采用台钻钻孔,钻孔效率低,孔位间水平与垂直位置偏差较大,孔位加工精度低。
技术实现思路
1、本实用新型所需要解决的技术问题在于针对现有在铝型材门款上采用台钻钻孔所存在的上述技术问题而提供一种将划线定孔位和钻孔合并到一个工序里,实现铝型材门框快速精准钻孔的铝型材冲孔模。
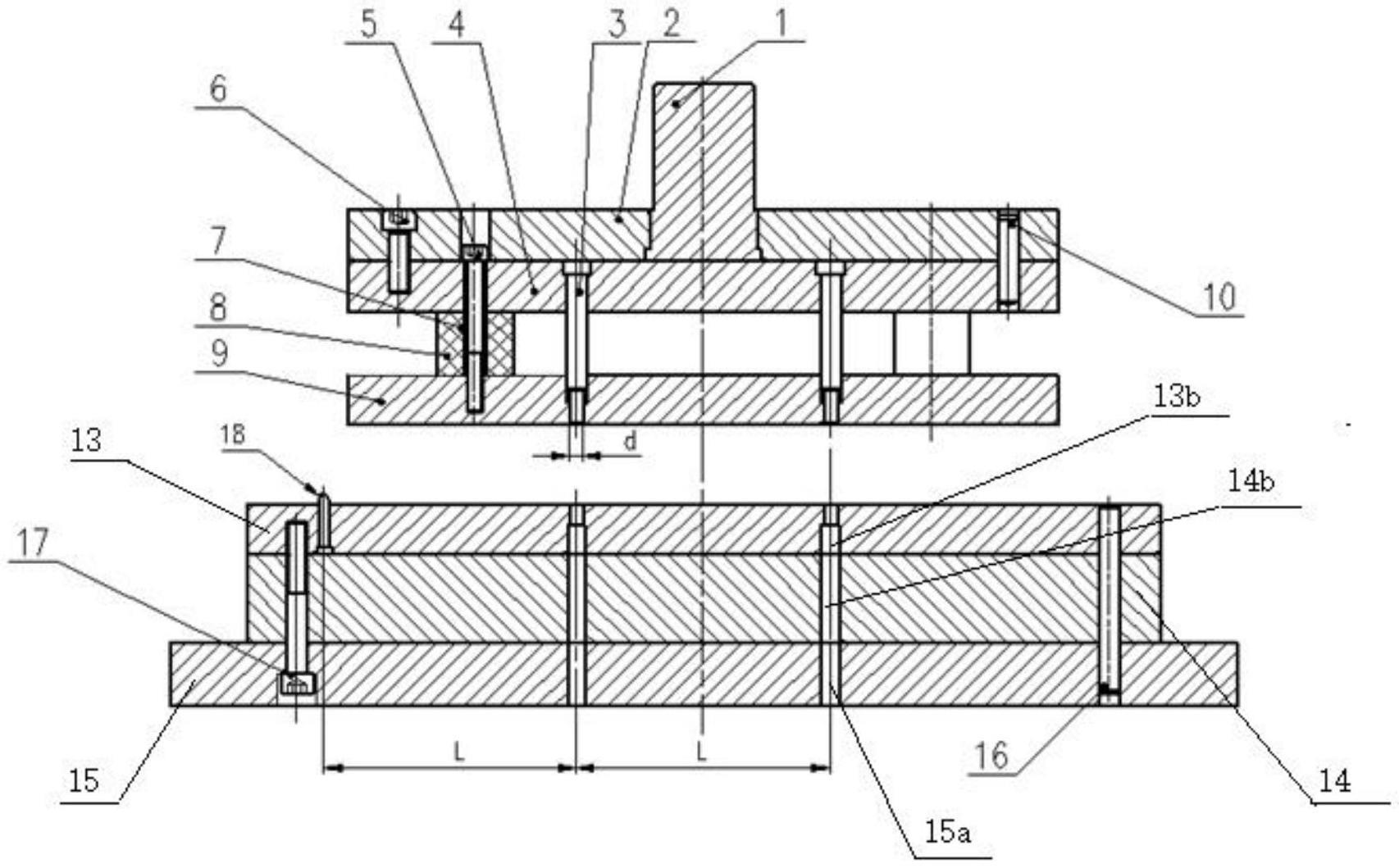
2、为了实现上述发明目的,本实用新型的铝型材冲孔模,包括上模和下模,所述上模包括:
3、冲头固定板;
4、通过模柄固定板和紧固件安装在所述冲头固定板上的模柄、导柱和冲头,所述模柄固定板和模柄位于所述冲头固定板的上方;
5、通过螺钉悬挂在所述冲头固定板下方的卸料板,所述螺钉与所述卸料板固定连接并相对所述冲头固定板和模柄固定板上下运动,同时带动所述卸料板相对所述冲头固定板和冲头上下运动;
6、配置在所述卸料板与所述冲头固定板之间的弹性元件;
7、所述下模包括:
8、底板;
9、通过紧固件固定在所述底板上的垫板和凹模,所述垫板位于所述凹模与底板之间,在所述凹模和垫板上对应所述导柱的位置开设有导柱孔,在所述凹模、垫板和底板上对应冲头的位置开设有卸料孔;其特征在于,在所述凹模上固定安装有对所述铝型材定位的定位销和弹簧定位销。
10、在本实用新型的一个优选实施例中,所述螺钉穿过所述弹性元件并相对所述弹性元件上下运动。
11、在本实用新型的一个优选实施例中,所述弹性元件为钢弹簧。
12、在本实用新型的一个优选实施例中,在所述钢弹簧内设置有一套,所述螺钉穿过所述套并相对所述套上下滑动。
13、由于采用了如上的技术方案,本实用新型可以实现划线定孔位和冲孔工序合并,无需台钻,提高了工作效率和孔位精度。
技术特征:
1.一种铝型材冲孔模,包括上模和下模,所述上模包括:
2.如权利要求1所述的一种铝型材冲孔模,其特征在于,所述螺钉穿过所述弹性元件并相对所述弹性元件上下运动。
3.如权利要求1或2所述的一种铝型材钻孔模,其特征在于所述弹性元件为钢弹簧。
4.如权利要求3所述的一种铝型材冲孔模,其特征在于在所述钢弹簧内设置有一套,所述螺钉穿过所述套并相对所述套上下滑动。
技术总结
本技术公开的一种铝型材冲孔模,包括上模和下模,上模包括:冲头固定板、模柄、导柱、冲头、卸料板和下模包括:底板、垫板和凹模,其在所述凹模上固定安装有对所述铝型材定位的定位销和弹簧定位销。本技术可以实现划线定孔位和冲孔工序合并,无需台钻,提高了工作效率和孔位精度。
技术研发人员:刘昊,陈华,谢文,李波,苏杭,彭如意,王章,贺新星
受保护的技术使用者:衡阳泰豪通信车辆有限公司
技术研发日:20230410
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!