一种U形型材横压成弯曲梁气缸测压上下双活成形模的制作方法
本技术涉及工件模具,尤其涉及一种u形型材横压成弯曲梁气缸测压上下双活成形模。
背景技术:
1、u形型材横压而成弯曲梁作为冲压工件,其自身具有强度高,使用寿命长的优点,而作为该弯曲梁的冲压成型模具则是由上下两部分构成,以便弯曲梁进行成型和取件操作,而现有的u形型材横压成弯曲梁双活成形模由于悬空吊装,所以上下模具在接触时常常会由于定位不准确的原因,需要耗费较多的时间进行对位操作,且上模具在下压过程中由于没有限位,上模具极易下压过度造成工件损坏,从而影响工件的成型准确性和合格率。
2、于是,针对现有的结构及缺失予以研究改良,提供一种u形型材横压成弯曲梁气缸测压上下双活成形模,以期达到更加实用的目的。
技术实现思路
1、本实用新型的目的在于提供一种u形型材横压成弯曲梁气缸测压上下双活成形模,以解决上述背景技术中提出的u形型材横压成弯曲梁双活成形模由于悬空吊装,上下模具的定位不准确,需要耗费较多的时间进行对位操作,影响工件成型效率,且没有限制上模具的下压高度,上模具极易下压过度造成工件损坏,从而影响工件的成型准确性和合格率的问题。
2、本实用新型u形型材横压成弯曲梁气缸测压上下双活成形模的目的与功效,由以下具体技术手段所达成:
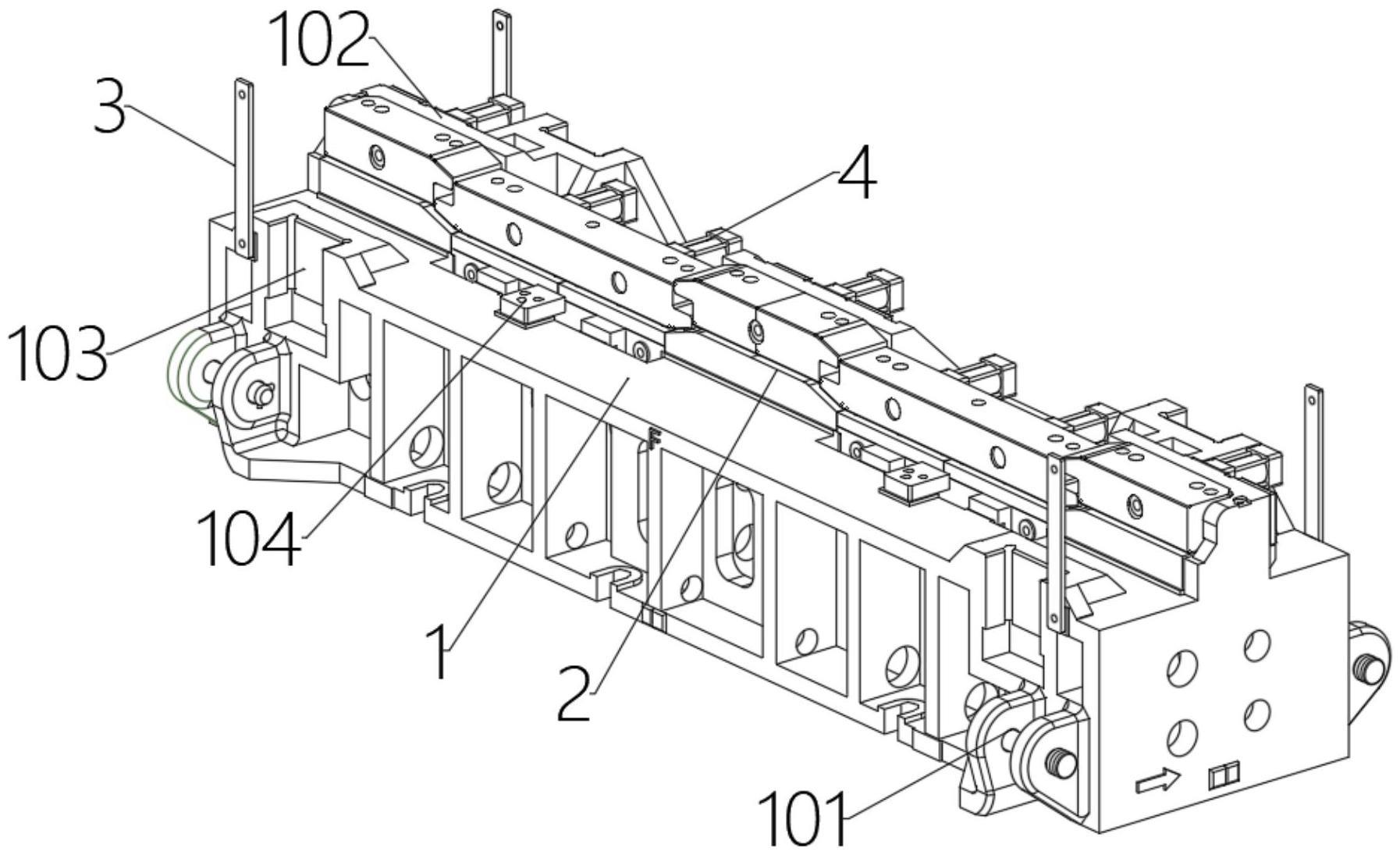
3、一种u形型材横压成弯曲梁气缸测压上下双活成形模,包括有下成形模具;所述下成形模具顶部端面上放置有成型垫板,下成形模具顶部后侧安装有液压固定缸,下成形模具顶部悬空设置有上成形模具,上成形模具与下成形模具隔空相对,上成形模具底部端面上安装有定位契合块。
4、进一步的,所述下成形模具前后侧底部均开设有三个固定孔,固定螺栓通过固定孔将下成形模具固定在地面上,下成形模具前后两侧的左右两端均设置有搬运吊座,下成形模具前后侧壁左右两端开设有矩形状的定位契合槽。
5、进一步的,所述下成形模具顶部中间处纵向设置有成型垫板,成型垫板高低不平呈两个相连接的“u”型结构,下成形模具与成型垫板两端连接处后侧设置有固定挡板,成型垫板前侧的下成形模具顶部端面上安装有固定夹块。
6、进一步的,所述下成形模具前后侧壁左右两侧均通过螺栓安装有引导立柱,引导立柱呈矩形柱状结构,下成形模具顶部端面后侧横向安装有七个液压固定缸,七个液压固定缸的排列方式与成型垫板的形状先相同。
7、进一步的,所述上成形模具底部端面中间处开设有内凹的工件成型槽,上成形模具的前后两侧顶部左右两端设置有吊装钩座,上成形模具的底部前侧设置有四个支撑底座,支撑底座底部与下成形模具顶部端面最底部相接触,上成形模具顶部端面中开设有配重仓。
8、进一步的,所述上成形模具前后两侧底部两端通过螺栓安装有定位契合块,定位契合块底部插接在下成形模具的定位契合槽中。
9、与现有结构相较之下,本实用新型具有如下有益效果:
10、1.本实用新型固定螺栓通过固定孔将下成形模具固定在地面上,防止成型过程中下成形模具出现位移,通过固定挡板与固定夹块对成型垫板的位置进行固定并限制成型垫板的位移,从而提高成型垫板的稳定性,通过定位契合槽对上成形模具的定位契合块进行引导操作,从而提高了合模准确性。
11、2.本实用新型通过吊装钩座将上成形模具悬吊在下成形模具顶部,且上成形模具的配重仓中设置有配重块,以便增加上成形模具的自身重量,从而更好的使u形型材横压成弯曲梁进行成型操作,提高了u形型材横压成弯曲梁成型的准确性和完整性,上成形模具通过设置的四个支撑底座,确保上成形模具底部与下成形模具顶部接触时呈水平状态,防止上成形模具出现倾斜,提高了成型时上成形模具的稳定性。
12、3.本实用新型通过在上成形模具底部四周设置的定位契合块,方便定位契合块与定位契合槽的配合,使上成形模具与下成形模具相契合,以便通过上成形模具的工件成型槽与下成形模具上的成型垫板对u形弯曲梁进行成型操作,确保u形弯曲梁的成型准确性,提高了工件成型合格率。
技术特征:
1.一种u形型材横压成弯曲梁气缸测压上下双活成形模,其特征在于:包括下成形模具(1);所述下成形模具(1)顶部端面上放置有成型垫板(2),下成形模具(1)顶部后侧安装有液压固定缸(4),下成形模具(1)顶部悬空设置有上成形模具(5),上成形模具(5)与下成形模具(1)隔空相对,上成形模具(5)底部端面上安装有定位契合块(6)。
2.根据权利要求1所述的一种u形型材横压成弯曲梁气缸测压上下双活成形模,其特征在于:所述下成形模具(1)前后侧底部均开设有三个固定孔,固定螺栓通过固定孔将下成形模具(1)固定在地面上,下成形模具(1)前后两侧的左右两端均设置有搬运吊座(101),下成形模具(1)前后侧壁左右两端开设有矩形状的定位契合槽(103)。
3.根据权利要求1所述的一种u形型材横压成弯曲梁气缸测压上下双活成形模,其特征在于:所述下成形模具(1)顶部中间处纵向设置有成型垫板(2),成型垫板(2)高低不平呈两个相连接的“u”型结构,下成形模具(1)与成型垫板(2)两端连接处后侧设置有固定挡板(102),成型垫板(2)前侧的下成形模具(1)顶部端面上安装有固定夹块(104)。
4.根据权利要求1所述的一种u形型材横压成弯曲梁气缸测压上下双活成形模,其特征在于:所述下成形模具(1)前后侧壁左右两侧均通过螺栓安装有引导立柱(3),引导立柱(3)呈矩形柱状结构,下成形模具(1)顶部端面后侧横向安装有七个液压固定缸(4),七个液压固定缸(4)的排列方式与成型垫板(2)的形状相同。
5.根据权利要求1所述的一种u形型材横压成弯曲梁气缸测压上下双活成形模,其特征在于:所述上成形模具(5)底部端面中间处开设有内凹的工件成型槽(503),上成形模具(5)的前后两侧顶部左右两端设置有吊装钩座(501),上成形模具(5)的底部前侧设置有四个支撑底座(502),支撑底座(502)底部与下成形模具(1)顶部端面最底部相接触,上成形模具(5)顶部端面中开设有配重仓(504)。
6.根据权利要求1所述的一种u形型材横压成弯曲梁气缸测压上下双活成形模,其特征在于:所述上成形模具(5)前后两侧底部两端通过螺栓安装有定位契合块(6),定位契合块(6)底部插接在下成形模具(1)的定位契合槽(103)中。
技术总结
一种U形型材横压成弯曲梁气缸测压上下双活成形模,属于工件模具领域,以解决上下模具定位耗时,以及上模具下压过度造成工件损坏的问题;包括下成形模具;所述下成形模具顶部端面上放置有成型垫板,下成形模具顶部后侧安装有液压固定缸,下成形模具顶部悬空设置有上成形模具,上成形模具与下成形模具隔空相对,上成形模具底部端面上安装有定位契合块;本技术通过在上成形模具底部四周设置的定位契合块,方便定位契合块与定位契合槽的配合,使上成形模具与下成形模具相契合,通过上成形模具的工件成型槽与下成形模具上的成型垫板对U形弯曲梁进行成型操作,确保U形弯曲梁的成型准确性,提高了成型合格率。
技术研发人员:夏杰,张长吉,周拓,刘红雨
受保护的技术使用者:十堰创威工贸有限公司
技术研发日:20221115
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!