一种地铁枕梁型材搅拌摩擦焊焊接工装的制作方法
本技术属于轨道交通车体制造,涉及一种地铁枕梁型材焊接制造技术,具体涉及一种地铁枕梁型材搅拌摩擦焊焊接工装。
背景技术:
1、枕梁作为轨道交通列车的关键部件,是列车车体与转向架连接的平台,它不仅要承受整车质量,还要承担并传递转向架与车体之间的垂向力、纵向力、横向力,同时兼作空气弹簧的附加气室,其制造工艺流程、工艺方法以及关键部位尺寸控制精度直接影响整车的制造质量,其焊接质量和尺寸精度对车辆运行的安全性及使用寿命都有着重要影响,这就要求枕梁结构具有较高的焊接质量。
2、枕梁是由枕梁型材、补强板、补强梁、空簧座组成、补板、上盖板、下盖板、立板等零部件组成,其结构形式为板厚14-25mm的铝合金板材与型材组焊的箱体结构。在枕梁组成焊接过程中,由于箱体结构的板材厚度不均,厚板焊接且焊缝位置不对称、热输入量大,容易造成枕梁焊接变形较大,焊后调修困难等,焊接过程中易出现气孔、裂纹、未熔合、未焊透、焊塌、焊穿等缺陷。
3、本实用新型所涉及到的枕梁是一种新型的轨道车辆铝合金枕梁结构,采用弧焊和搅拌摩擦焊相结合的焊接工艺,其中上下盖板的长直焊缝采用搅拌摩擦焊工艺,可有效降低热输入量,减小焊接变形,杜绝焊接缺陷。因此根据其结构特点及制造精度要求,制定详细的工艺方案以及设计有效的工装及防变形控制措施,保证搅拌摩擦焊对部件的精度要求。
技术实现思路
1、本实用新型所要解决的技术问题是地铁枕梁型材搅拌摩擦焊焊接问题,通过设计一款型材搅拌摩擦焊工装,将枕梁型材放置于底座组成上,型材端头和侧面与侧部及端部定位组成紧密接触,侧推机构、压紧机构采用液压压紧方式,从而实现产品快速准确定位、夹紧、压紧。本实用新型工装结构简洁,使用方便,操作简易,定位精度高,夹紧方式可靠,可最大限度实现装配功能,保证焊接质量,有效节约成本,提高工作效率。
2、本实用新型的技术方案如下:
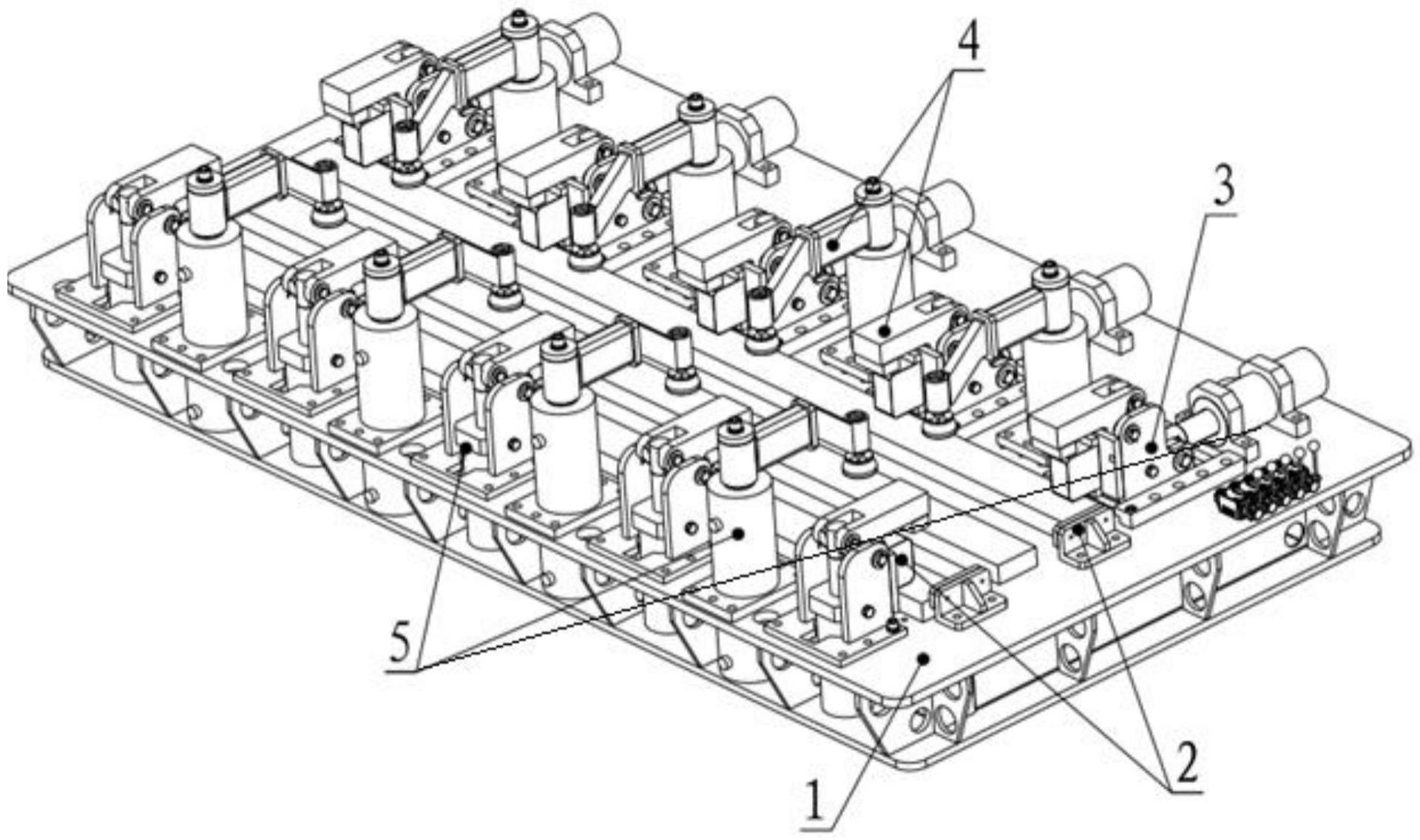
3、一种地铁枕梁型材搅拌摩擦焊焊接工装,包括底座组成、液压控制系统以及位于所述底座组成上的侧部及端部定位组成、侧推机构、压紧机构;侧部及端部定位组成包括端部定位结构和侧部定位结构,端部定位结构位于所述底座组成的一端且端部定位结构在宽度方向上位置可调;侧部定位结构集成设置并采用液压压紧的方式;侧推机构集成设置并采用液压推紧和液压压紧的方式;侧部定位结构和侧推机构相对设置从两侧对所述枕梁型材定位、推紧和压紧;压紧机构采用液压压紧的方式从所述枕梁型材的上方进行压紧固定;端部定位结构、侧推机构、压紧机构均与所述液压控制系统连接。
4、进一步的,所述侧部定位结构的位置可调,包括第一压紧油缸、第一基座、第一旋转轴、第一连接轴、第一压紧块和第一定位块;第一定位块仿所述枕梁型材的截面设计且第一定位块与第一基座固定连接;第一压紧块与第一基座之间通过第一旋转轴连接,第一压紧块绕第一旋转轴运动;第一压紧油缸的油缸活塞杆通过第一连接轴与第一压紧块连接。
5、进一步的,所述端部定位结构与所述枕梁型材的端部契合,通过螺栓固定在底座组成的一端头。
6、进一步的,所述侧推机构包括侧推油缸、导向座、第二基座、第二压紧块、第二旋转轴、第二连接轴、第二定位块、第二压紧油缸和销轴;侧推油缸通过销轴和第二基座的后端连接,第二基座可在导向座上前后移动;第二定位块仿所述枕梁型材的截面设计且第二定位块与第二基座的前端固定连接;第二压紧块与第二基座之间通过第二旋转轴连接,第二压紧块绕第二旋转轴运动;第二压紧油缸的油缸活塞杆通过第二连接轴与第二压紧块连接。
7、进一步的,所述底座组成包括底板、纵向矩形管、横向矩形管、承载板和条形结构,底板上交错设置纵向矩形管和横向矩形管,纵向矩形管和横向矩形管上设置承载板,承载板的长度方向上设有条形结构,条形结构对应所述地铁枕梁的焊缝且条形结构在承载板的宽度方向上位置可调。
8、进一步的,所述承载板上预留安装孔。
9、进一步的,所述底板上且位于外围的纵向矩形管和横向矩形管上连接设置加强筋。
10、进一步的,所述压紧机构位置可调,包括第三压紧油缸、安装座、旋转杆、压块、紧固螺栓和压头,旋转杆包括矩形管、钢板和两个销套,所述压头连接在一个销套内,所述第三压紧油缸的油缸活塞杆上套设另一个销套并用紧固螺栓固定后将压块压实在油缸活塞杆上,旋转杆可沿着油缸活塞杆的轴心进行360°旋转。
11、进一步的,所述侧推机构的间隔处以及所述侧部定位结构的间隔处设置所述压紧机构。
12、与现有技术相比,本实用新型的优点如下:
13、(1)本实用新型的地铁枕梁型材搅拌摩擦焊工装,侧推机构采用液压推紧和液压压紧的方式,每推力不小于120kn;压紧机构采用液压压紧方式,单点压力不小于120kn;侧部定位结构也采用液压压紧的方式;定位、侧推和压紧方式可靠,可有效防止焊接变形,保证搅拌摩擦焊精度。
14、(2)本实用新型的地铁枕梁型材搅拌摩擦焊工装的定位(侧部定位)、压紧、侧推都是采用液压油缸控制,不需要手动调节,自动化程度高,焊接完成后,油缸通过换向阀自动泄压,操作简便,效率高。
15、(3)本实用新型的地铁枕梁型材搅拌摩擦焊工装的定位(侧部定位结构和端部定位结构)和压紧机构的位置均可调(夹紧机构的位置可调指的是工件长度方向上的压紧机构,可以根据枕梁长度变化,调节油缸的位置,在平台上重新打孔安装),可根据不同车型不同枕梁型材进行调整,通用性强。
技术特征:
1.一种地铁枕梁型材搅拌摩擦焊焊接工装,其特征在于,所述工装包括底座组成、液压控制系统以及位于所述底座组成上的侧部及端部定位组成、侧推机构、压紧机构;
2.如权利要求1所述的一种地铁枕梁型材搅拌摩擦焊焊接工装,其特征在于,所述侧部定位结构的位置可调,包括第一压紧油缸、第一基座、第一旋转轴、第一连接轴、第一压紧块和第一定位块;第一定位块仿所述枕梁型材的截面设计且第一定位块与第一基座固定连接;第一压紧块与第一基座之间通过第一旋转轴连接,第一压紧块绕第一旋转轴运动;第一压紧油缸的油缸活塞杆通过第一连接轴与第一压紧块连接。
3.如权利要求1所述的一种地铁枕梁型材搅拌摩擦焊焊接工装,其特征在于,所述端部定位结构与所述枕梁型材的端部契合,通过螺栓固定在底座组成的一端头。
4.如权利要求1-3任意一项所述的一种地铁枕梁型材搅拌摩擦焊焊接工装,其特征在于,所述侧推机构包括侧推油缸、导向座、第二基座、第二压紧块、第二旋转轴、第二连接轴、第二定位块、第二压紧油缸和销轴;侧推油缸通过销轴和第二基座的后端连接,第二基座可在导向座上前后移动;第二定位块仿所述枕梁型材的截面设计且第二定位块与第二基座的前端固定连接;第二压紧块与第二基座之间通过第二旋转轴连接,第二压紧块绕第二旋转轴运动;第二压紧油缸的油缸活塞杆通过第二连接轴与第二压紧块连接。
5.如权利要求1-3任意一项所述的一种地铁枕梁型材搅拌摩擦焊焊接工装,其特征在于,所述底座组成包括底板、纵向矩形管、横向矩形管、承载板和条形结构,底板上交错设置纵向矩形管和横向矩形管,纵向矩形管和横向矩形管上设置承载板,承载板的长度方向上设有条形结构,条形结构对应所述地铁枕梁的焊缝且条形结构在承载板的宽度方向上位置可调。
6.如权利要求5所述的一种地铁枕梁型材搅拌摩擦焊焊接工装,其特征在于,所述承载板上预留安装孔。
7.如权利要求5所述的一种地铁枕梁型材搅拌摩擦焊焊接工装,其特征在于,所述底板上且位于外围的纵向矩形管和横向矩形管上连接设置加强筋。
8.如权利要求1-3任意一项所述的一种地铁枕梁型材搅拌摩擦焊焊接工装,其特征在于,所述压紧机构位置可调,包括第三压紧油缸、安装座、旋转杆、压块、紧固螺栓和压头,旋转杆包括矩形管、钢板和两个销套,所述压头连接在一个销套内,所述第三压紧油缸的油缸活塞杆上套设另一个销套并用紧固螺栓固定后将压块压实在油缸活塞杆上,旋转杆可沿着油缸活塞杆的轴心进行360°旋转。
9.如权利要求1-3任意一项所述的一种地铁枕梁型材搅拌摩擦焊焊接工装,其特征在于,所述侧推机构的间隔处以及所述侧部定位结构的间隔处设置所述压紧机构。
技术总结
本技术公开了一种地铁枕梁型材搅拌摩擦焊焊接工装,包括底座组成、液压控制系统以及位于底座组成上的侧部及端部定位组成、侧推机构、压紧机构;侧部及端部定位组成包括端部定位结构和侧部定位结构,端部定位结构位于底座组成的一端且在宽度方向上位置可调;侧部定位结构集成设置并采用液压压紧的方式;侧推机构集成设置并采用液压推紧和液压压紧的方式;侧部定位结构和侧推机构相对设置从两侧对枕梁型材定位、夹紧和压紧;压紧机构从枕梁型材的上方进行压紧固定;端部定位结构、侧推机构、压紧机构均与所述液压控制系统连接。本技术结构简洁,使用方便,定位精度高,夹紧方式可靠,可最大限度实现装配功能,保证焊接质量,提高工作效率。
技术研发人员:周传武,杨代立
受保护的技术使用者:南京雷尔伟新技术股份有限公司
技术研发日:20221115
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!