过绳滑轮支架安装板焊接定位组件及其摆搭定焊工装的制作方法
本技术属于起重机,具体涉及一种过绳滑轮支架安装板焊接定位组件及其摆搭定焊工装。
背景技术:
1、履带式起重机的臂架上一般会焊接过绳滑轮支架安装板,以用来安装过绳滑轮支架。而现有的焊接过绳滑轮支架安装板的方式一般为两种,其一为根据图纸尺寸在臂架上精细划线,然后再焊接,其二是先在臂架上粗划线,并将两个过绳滑轮支架安装板分别安装在过绳滑轮支架的两个连接端上,然后再将三者作为整体摆搭至粗划线处进行焊接。在第一种方式中,可能会存在焊接收缩变形,划线尺寸不精准等问题,导致过绳滑轮支架装配不上,需在厂内进行反复拆装调试,降低生产效率,而在第二种方式中,由于过绳滑轮支架体型较大,摆搭过程不仅会占用大量的调试资源,同时也容易造成过绳滑轮支架的磕损,再者过绳滑轮支架的连接端一般为双耳板结构,过绳滑轮支架安装板一般为单耳板结构,为方便单耳板和双耳板拆装,双耳板一般会预留出足够的板间间隙,即单耳板的厚度小于双耳板之间的板间间隙,因此当采用第二种焊接方式时,由于板间间隙的存在,过绳滑轮支架安装板会存在摆放错位或者的过绳滑轮支架安装板在板间间隙内热胀冷缩变形等情况,导致焊接完成后的过绳滑轮支架安装板仅能够适配当前摆搭所使用的过绳滑轮支架,对于其他的过绳滑轮支架则无法装配。
技术实现思路
1、针对上述的缺陷或不足,本实用新型提供了一种过绳滑轮支架安装板焊接定位组件及其摆搭定焊工装,旨在解决现有的过绳滑轮支架安装板的焊接安装精度难以保证,很难一次安装到位的技术问题。
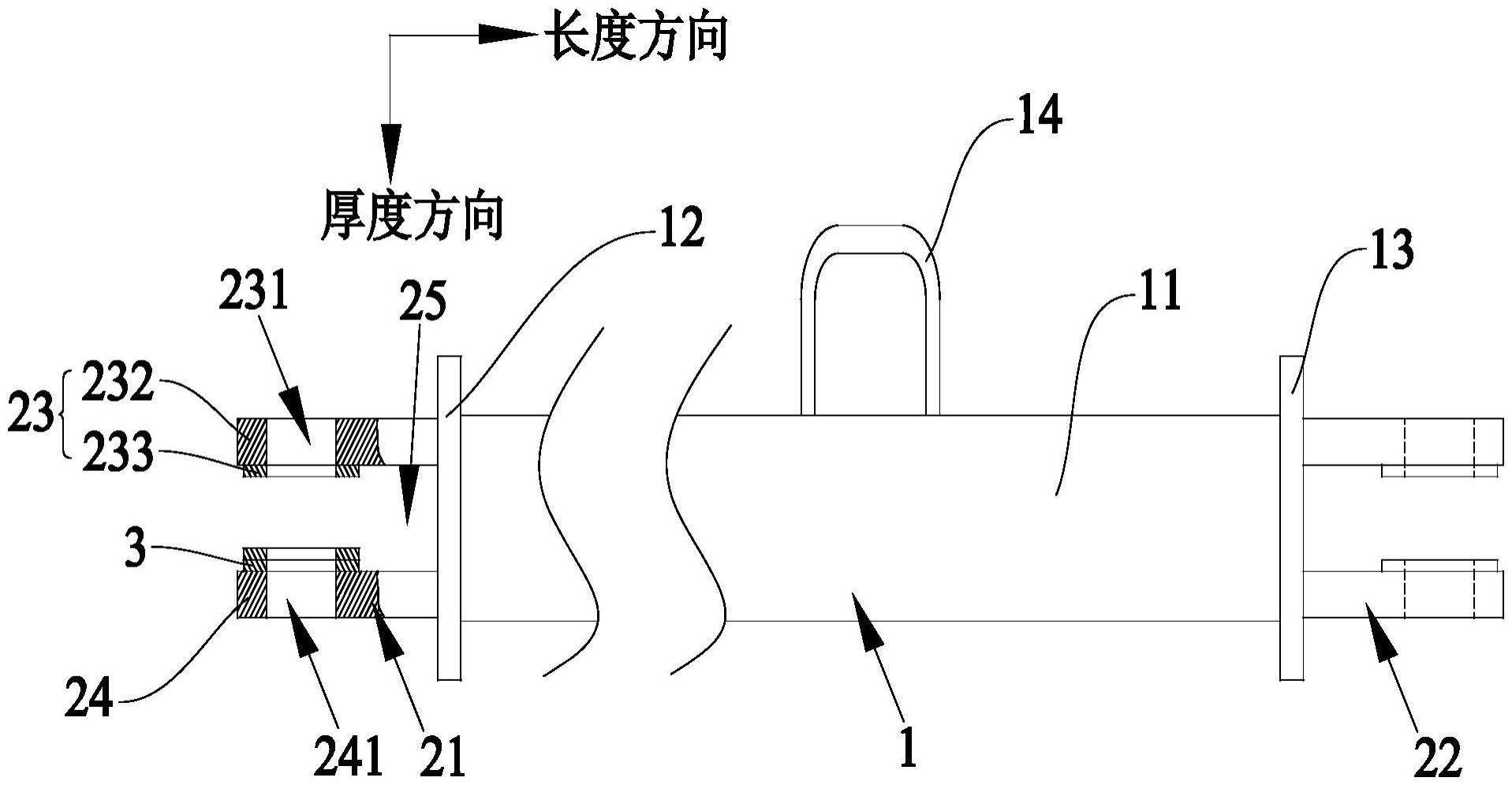
2、为实现上述目的,本实用新型提供一种过绳滑轮支架安装板焊接定位组件,其中,过绳滑轮支架安装板焊接定位组件包括定长直杆、第一定位座和第二定位座,第一定位座和第二定位座分别设置在定长直杆的长度方向的两端,第一定位座和第二定位座结构相同并均包括沿定长直杆的厚度方向平行间隔设置的第一定位板和第二定位板,第一定位板与第二定位板之间形成有用于容纳并装夹起重机的过绳滑轮支架安装板的装夹槽,第一定位板与第二定位板上还贯穿设置有沿厚度方向对齐的第一定位销孔和第二定位销孔。
3、在本实用新型的实施例中,第一定位板包括板本体以及自板本体的内侧突出设置的抵靠部,抵靠部上设有用于抵靠过绳滑轮支架安装板的其中一侧的光滑抵靠面。
4、在本实用新型的实施例中,过绳滑轮支架安装板焊接定位组件还包括垫片,垫片可拆卸地垫设在第二定位板上并用于从另一侧抵靠过绳滑轮支架安装板。
5、在本实用新型的实施例中,垫片的数量为多个,多个垫片沿厚度方向可拆卸地叠放设置。
6、在本实用新型的实施例中,垫片为环形垫圈,环形垫圈垫设在装夹槽内并分别与第一定位销孔和第二定位销孔同轴心设置。
7、在本实用新型的实施例中,抵靠部呈环状并与第一定位销孔同轴心设置。
8、在本实用新型的实施例中,定长直杆包括空心设置的杆本体以及呈板状垂直设置在杆本体的长度方向两端的第一连接部和第二连接部,第一定位座和第二定位座分别设置在第一连接部和第二连接部上。
9、在本实用新型的实施例中,定长直杆还包括设置在杆本体外周壁上的吊耳部。
10、在本实用新型的实施例中,第一定位板和第二定位板为在厚度方向平行间隔设置的两个耳板。
11、为实现上述目的,本实用新型还提供一种过绳滑轮支架安装板摆搭定焊工装,其中,过绳滑轮支架安装板摆搭定焊工装包括根据以上所述的过绳滑轮支架安装板焊接定位组件。
12、在本实用新型的实施例中,过绳滑轮支架安装板摆搭定焊工装还包括连接销组件和过绳滑轮支架安装板,过绳滑轮支架安装板包括第一安装耳板和第二安装耳板,第一安装耳板和第二安装耳板分别伸入至第一定位座和第二定位座的装夹槽内通过连接销组件连接。
13、通过上述技术方案,本实用新型实施例所提供的过绳滑轮支架安装板焊接定位组件具有如下的有益效果:
14、将两个过绳滑轮支架安装板分别安装在两个定位座上,并使每个过绳滑轮支架安装板分别对应定位座上的第一定位销孔和第二定位销孔对位,即可定位出两个的过绳滑轮支架安装板之间的距离,同时第一定位板和第二定位板能够对过绳滑轮支架安装板的板面进行压合固定,避免过绳滑轮支架安装板焊接变形,再者本实用新型所提供的过绳滑轮支架安装板焊接定位组件体型较小,便于拆卸,且能够重复使用,能够有效提高生产效率,减少劳动强度。
15、本实用新型的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种过绳滑轮支架安装板焊接定位组件,其特征在于,所述过绳滑轮支架安装板焊接定位组件包括:
2.根据权利要求1所述的过绳滑轮支架安装板焊接定位组件,其特征在于,所述第一定位板(23)包括板本体(232)以及自所述板本体(232)的内侧突出设置的抵靠部(233),所述抵靠部(233)上设有用于抵靠所述过绳滑轮支架安装板(4)其中一侧的光滑抵靠面。
3.根据权利要求2所述的过绳滑轮支架安装板焊接定位组件,其特征在于,所述过绳滑轮支架安装板焊接定位组件还包括垫片(3),所述垫片(3)可拆卸地垫设在所述第二定位板(24)上并用于从另一侧抵靠所述过绳滑轮支架安装板(4)。
4.根据权利要求3所述的过绳滑轮支架安装板焊接定位组件,其特征在于,所述垫片(3)的数量为多个,多个所述垫片(3)沿所述厚度方向可拆卸地叠放设置。
5.根据权利要求3所述的过绳滑轮支架安装板焊接定位组件,其特征在于,所述垫片(3)为环形垫圈,所述环形垫圈垫设在所述装夹槽(25)内并分别与所述第一定位销孔(231)和所述第二定位销孔(241)同轴心设置。
6.根据权利要求2所述的过绳滑轮支架安装板焊接定位组件,其特征在于,所述抵靠部(233)呈环状并与所述第一定位销孔(231)同轴心设置。
7.根据权利要求1至6中任意一项所述的过绳滑轮支架安装板焊接定位组件,其特征在于,所述定长直杆(1)包括空心设置的杆本体(11)以及呈板状垂直设置在所述杆本体(11)的所述长度方向两端的第一连接部(12)和第二连接部(13),所述第一定位座(21)和所述第二定位座(22)分别设置在所述第一连接部(12)和所述第二连接部(13)上。
8.根据权利要求7所述的过绳滑轮支架安装板焊接定位组件,其特征在于,所述定长直杆(1)还包括设置在所述杆本体(11)外周壁上的吊耳部(14)。
9.根据权利要求1至6中任意一项所述的过绳滑轮支架安装板焊接定位组件,其特征在于,所述第一定位板(23)和所述第二定位板(24)为在所述厚度方向平行间隔设置的两个耳板。
10.一种过绳滑轮支架安装板摆搭定焊工装,其特征在于,包括根据权利要求1至9中任意一项所述的过绳滑轮支架安装板焊接定位组件。
11.根据权利要求10所述的过绳滑轮支架安装板摆搭定焊工装,其特征在于,所述过绳滑轮支架安装板摆搭定焊工装还包括:
技术总结
本技术属于起重机技术领域并提供一种过绳滑轮支架安装板焊接定位组件及其摆搭定焊工装,过绳滑轮支架安装板焊接定位组件包括定长直杆、第一定位座和第二定位座,第一定位座和第二定位座分别设置在定长直杆的两端并均包括平行间隔设置的第一定位板和第二定位板,第一定位板与第二定位板之间形成有装夹槽,第一定位板与第二定位板上还设有对齐的第一定位销孔和第二定位销孔。通过定位销孔可保证两个过绳滑轮支架安装板的距离精度,通过第一定位板与第二定位板可保证两个过绳滑轮支架安装板摆放精度,并能够避免过绳滑轮支架安装板焊接变形,即通过上述焊接定位组件,能够保证过绳滑轮支架安装板一次安装到位。
技术研发人员:刘磊,李守林,赵勇,胡妞,侯宇航
受保护的技术使用者:湖南中联重科履带起重机有限公司
技术研发日:20221115
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!