一种节能型电液锤液压控制系统的制作方法
本技术涉及锻造设备,特别是涉及一种节能型电液锤液压控制统。
背景技术:
1、电液锤是一种新型锻造设备,有单臂电液锤、双臂电液锤之分,工作原理与电液动力头相同,但机身与原蒸空锤有所区别,锤头的导向改为“x”导轨,可使导轨间隙调到0.3mm以内,大大提高了电液锤的导向精度,提高锻件质量、延长锤杆寿命。电液锤是锻造中使用范围最广泛的设备,主要分为自由锻和模锻两种,广泛的应用于精密锻件和热锻毛坯行业。
2、绿色液压是未来液压行业的发展趋势。现有技术中的电液锤液压系统采用三相异步电动机,以额定速度带动油泵工作,电机始终是恒定转速,当设备在增压和卸荷状态,电机转速恒定,造成能源浪费,多余的液压油通过溢流阀回到油箱,造成能耗浪费,油温上升,无法满足节能降耗的标准。
技术实现思路
1、基于此,有必要针对当下电液锤液压系统采用三相异步电动机,以额定速度带动油泵工作,电机始终是恒定转速,当设备在增压和卸荷状态,电机转速恒定,造成能源浪费,多余的液压油通过溢流阀回到油箱,造成能耗浪费,油温上升,无法满足节能降耗的标准问题,提供一种节能型电液锤液压控制系统。
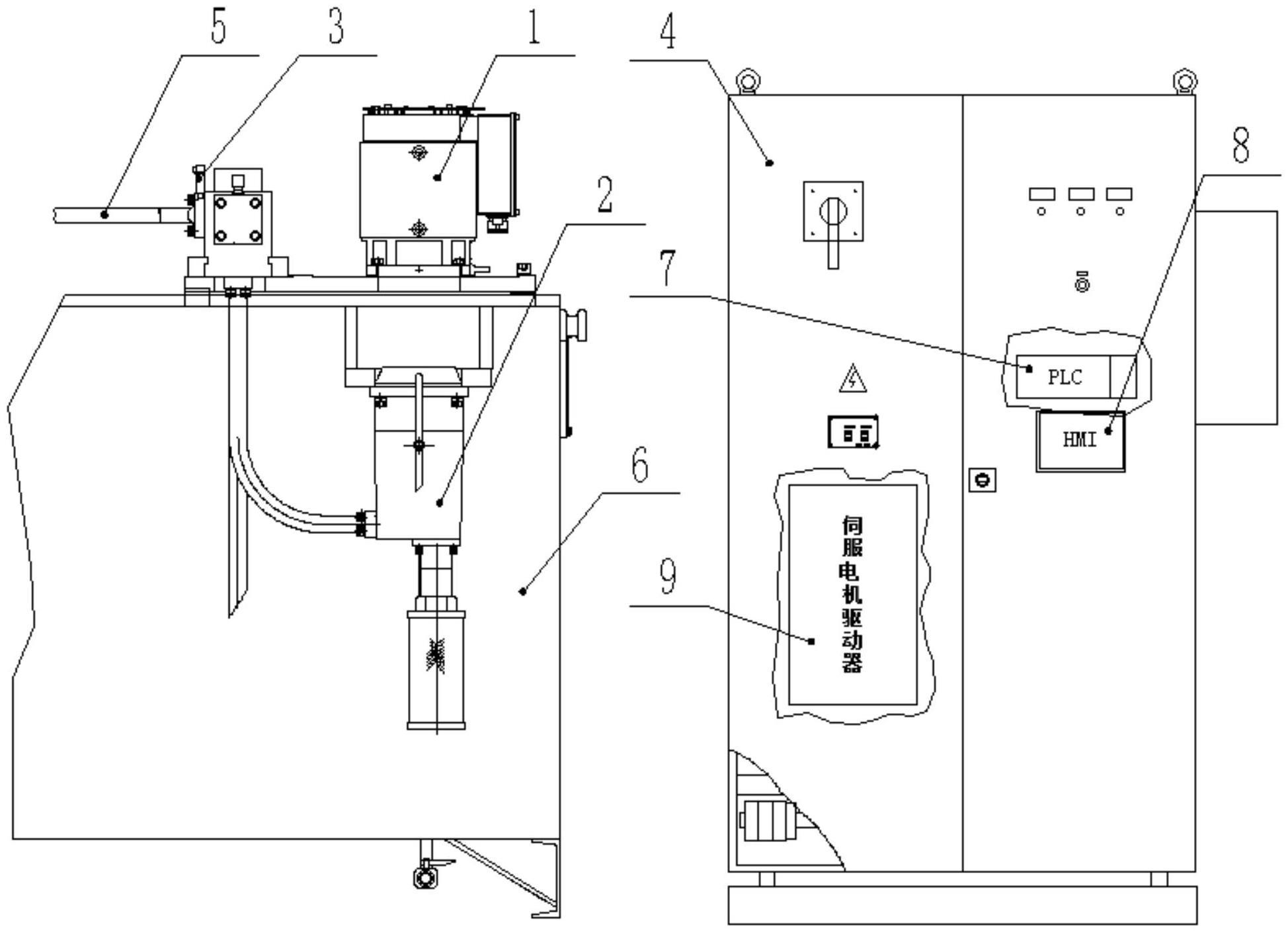
2、一种节能型电液锤液压控制系统,包括液压站主体和柱塞油泵,包括液压站主体,所述液压站主体的上部安装有分体式伺服电机、高精度压力传感器,所述高精度压力传感器安装于高压油管上,所述柱塞油泵连接在所述液压站主体的内腔中,所述液压站主体的侧方放置有电控柜主体,所述电控柜主体的内部装有plc控制器和伺服电机驱动器,同时所述电控柜主体前右门装有触摸屏hmi。
3、上述一种节能型电液锤液压控制系统,可实现根据设备在不同工况下所需的实际压力和流量,由plc控制器和伺服电机驱动器根据高精度压力传感器反馈信号,智能控制伺服电机转速,以达到电液锤设备实际所需的压力和流量,满足电液锤节能降耗的标准。
4、在其中一个实施例中,所述柱塞油泵与所述分体式伺服电机相连接,所述高压油管与所述柱塞油泵相连通。
5、在其中一个实施例中,当所述分体式伺服电机连带柱塞油泵在液压站主体的内腔做旋转运动时,所述高精度压力传感器记取所述高压油管的压力变化量。
6、在其中一个实施例中,所述液压站主体的侧方放置有电控柜主体。
7、在其中一个实施例中,所述高精度压力传感器的信号电缆通过分体式伺服电机驱动器与所述plc控制器电性连接。
8、在其中一个实施例中,所述触摸屏hmi可设置分体式伺服电机的转速与高压油管的工作压力参数。
9、与现有技术相比,本实用新型的有益效果是:
10、根据电液锤不同工况下所需的实际压力和流量,由plc和伺服电机驱动器根据高精度压力传感器反馈信号,智能控制伺服电机转速,以达到设备实际所需的压力和流量。伺服系统采用全闭环控制,根据电液锤实际要求所需压力和流量,智能控制电机的转速。因此没有溢流损失、能源浪费,节能效果非常显著。
11、当然,实施本实用新型的任一产品并不一定需要同时达到以上所述的所有优点。
技术特征:
1.一种节能型电液锤液压控制系统,其特征在于,包括液压站主体(6)和柱塞油泵(2),所述液压站主体(6)的上部安装有分体式伺服电机(1)、高精度压力传感器(3),所述高精度压力传感器(3)安装于高压油管(5)上,所述柱塞油泵(2)连接在所述液压站主体(6)的内腔中,所述液压站主体(6)的侧方放置有电控柜本体(4),所述电控柜本体(4)的内部装有plc控制器(7)和伺服电机驱动器(9),同时所述电控柜本体(4)前右门装有触摸屏hmi(8)。
2.根据权利要求1所述的一种节能型电液锤液压控制系统,其特征在于,所述柱塞油泵(2)与所述分体式伺服电机(1)相连接,所述高压油管(5)与所述柱塞油泵(2)相连通。
3.根据权利要求1所述的一种节能型电液锤液压控制系统,其特征在于,当所述分体式伺服电机(1)连带柱塞油泵(2)在液压站主体(6)的内腔做旋转运动时,所述高精度压力传感器(3)记取所述高压油管(5)的压力变化量。
4.根据权利要求1所述的一种节能型电液锤液压控制系统,其特征在于,所述液压站主体(6)的侧方放置有电控柜本体(4)。
5.根据权利要求1所述的一种节能型电液锤液压控制系统,其特征在于,所述高精度压力传感器(3)的信号电缆通过分体式伺服电机驱动器(9)与所述plc控制器(7)电性连接。
6.根据权利要求1所述的一种节能型电液锤液压控制系统,其特征在于,所述触摸屏hmi(8)可设置分体式伺服电机的转速与高压油管(5)的工作压力参数。
技术总结
本技术公开了一种节能型电液锤液压控制系统。上述一种节能型电液锤液压控制系统包括液压站本体和电控柜本体,液压站主体的上面板安装有分体式伺服电机、柱塞油泵、高精度压力传感器、高压油管,高精度压力传感器连接高压管路,通过4‑20mA电流信号将系统压力反馈至伺服电机驱动器,同时伺服驱动器将接收到的压力数据通过0‑10V电压信号反馈至电控柜本体里面的PLC,通过压力数值变化,智能调节伺服电机转速。本技术一种节能型电液锤液压控制系统,可实现电液锤系统压力实时测量,利用系统压力动态数据可确定电机油泵的供应量及电机油泵台数的工作量,当压力值在系统工作范围内,可将伺服电机的转速控制在低转速维持保压,满足电液锤节能降耗的标准。
技术研发人员:邢冲冲,郭孝先,郝强强,周斌,李青松,马振强,庞悦,吴红,黄鑫,王俊杰,王爱娟,王卫东
受保护的技术使用者:安阳锻压数控设备有限公司
技术研发日:20221116
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!