切削加工用复合刀具的制作方法
本技术涉及机械加工,具体地,涉及一种切削加工用复合刀具。
背景技术:
1、针对工件外圆和端面的切削加工,通常的情况是采用一个刀片逐步进行加工的。对有多个台阶的产品,即使加工量不大,通常也是按照逐个工序加工的方式进行,但这并没有完全发挥出机床的性能。由于多个台阶均是按单个进行加工的,所用的加工时间较长,生产效率非常低。
2、目前市面上也有在一个刀体上设置两个刀片的刀具,但这种刀具在精加工时并不适用,一方面为保证两个刀片都加工出合适的尺寸,精加工所使用的刀片需要很高的精度,另一方面一旦两个刀片磨损不均匀时加工精度就难以得到保障,需要频繁换刀,这样反而会大大增加生产成本,且由于频繁换刀,加工效率也会降低。
3、专利号为zl201220498423.7的专利公开了一种车床加工双刀组合刀具,该刀具将车孔刀和车平面刀两个刀体固定在同一刀头上,组合成一个刀具;该刀具可完成平面尺寸及内孔尺寸两组尺寸的加工,刀架不需要转动位置。
4、专利号为zl201110030885.6的专利公开了一种粗精一体化舍弃式镗孔组合刀具,具有刀片可更换的模块化刀体组合结构,刀头前端部固定有粗镗用带断屑槽的刀片和精镗用带精加工刀尖的刀片。该技术方案将粗镗孔加工和精镗孔加工两把刀具融为一体,从而解决一把刀具对孔的粗镗和精镗加工的要求,解决了目前传统加工方法中存在的加工分序多、效率低的问题。
5、虽然上述两个专利中的刀具均为具有两个刀片的复合刀具,在加工效率和加工精度方面均有一定的改善,但都不能进行高效和高质量的双台阶面加工(例如针对工件外圆和端面的切削加工);此外,现代制造业的发展是按需生产,前述两个专利中刀片都是固定的,很难真正满足多品种的柔性化生产要求。
技术实现思路
1、本实用新型要解决的技术问题在于克服现有技术的缺陷,提供一种可进行双台阶面加工的切削加工用复合刀具。
2、本实用新型的目的通过以下技术方案实现:
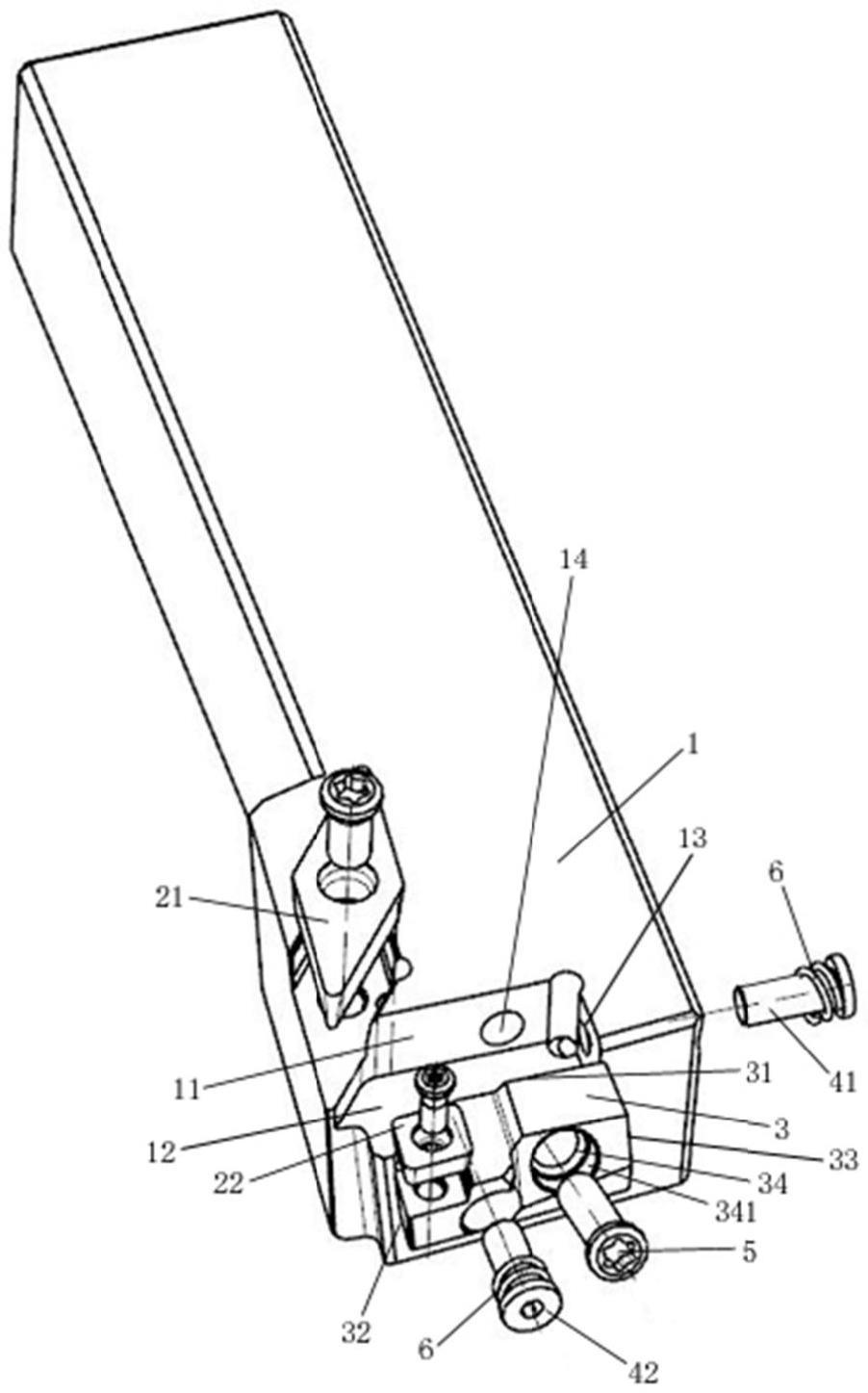
3、一种切削加工用复合刀具,包括刀体和两个切削刀片,其中一个切削刀片安装在刀体上,另一个切削刀片通过刀夹安装至刀体,刀夹具有第一刀夹定位面、第二刀夹定位面和第三刀夹定位面,刀体上设有第一贴合定位面、第二贴合定位面和第三贴合定位面分别与第一刀夹定位面、第二刀夹定位面和第三刀夹定位面贴合以定位刀夹,第一贴合定位面、第二贴合定位面和第三贴合定位面两两相交;两个切削刀片的圆弧刃在径向和轴向上错开,两个切削刀片进刀时可在工件上进行双台阶面加工。
4、进一步地,刀夹上贯穿设有朝向第一刀夹定位面的安装孔,安装孔具有锥面,安装孔中心轴线与第一刀夹定位面不垂直,刀体上在安装孔对应位置处开设连接孔,安装孔和连接孔不同轴,安装孔内安装定位连接件,定位连接件另一端伸入连接孔内实现刀夹在刀体上的紧固连接;复合刀具还包括第一调整连接件和第二调整连接件,第一调整连接件贯穿刀体且沿刀夹上切削刀片切削进给方向的平行方向或垂直方向安装,第一调整连接件末端与第三刀夹定位面抵接,第二调整连接件贯穿刀夹且沿垂直于第一调整连接件的方向安装,第二调整连接件末端抵接在第一贴合定位面上。
5、更进一步地,第一刀夹定位面和第二刀夹定位面所成角度大于等于第一贴合定位面和第二贴合定位面之间的夹角。
6、再进一步地,第一刀夹定位面和第二刀夹定位面所成角度和/或第一贴合定位面和第二贴合定位面所成角度为直角或锐角。
7、更进一步地,第一调整连接件和/或第二调整连接件上套设弹簧。
8、再进一步地,第一调整连接件和第二调整连接件为调节螺钉。
9、更进一步地,定位连接件为紧固螺钉。
10、再进一步地,安装孔在入口处设有定位锥面,定位连接件上具有与定位锥面适配的锥度角。
11、进一步地,刀体的刀杆为方形刀杆。
12、同时进一步地,刀体的刀杆为圆形刀杆。
13、与现有技术相比,本实用新型具有以下有益效果:
14、1)刀体上设置两个可同时进行切削加工的刀片,能够一次完成双台阶轴向和径向加工,大幅度提高加工效率,且一个刀片通过刀夹装夹,降低了对刀片精度的要求,同时赋予了刀片磨损时可单独进行刀片调节的功能,能有效延长刀具的使用寿命;
15、2)刀夹上设置带锥面的安装孔,刀夹安装时,安装孔及其内的锥面与刀体上连接孔不同轴,安装孔内安装的定位连接件会承受偏心力和弯曲变形,其反向作用力使第一刀夹定位面和第二刀夹定位面紧贴在刀体的第一贴合定位面和第二贴合定位面上,确保刀片的稳定安装。
技术特征:
1.一种切削加工用复合刀具,其特征在于,包括刀体和两个切削刀片,其中一个切削刀片安装在刀体上,另一个切削刀片通过刀夹安装至刀体,刀夹具有第一刀夹定位面、第二刀夹定位面和第三刀夹定位面,刀体上设有第一贴合定位面、第二贴合定位面和第三贴合定位面分别与第一刀夹定位面、第二刀夹定位面和第三刀夹定位面贴合以定位刀夹,第一贴合定位面、第二贴合定位面和第三贴合定位面两两相交;两个切削刀片的圆弧刃在径向和轴向上错开,两个切削刀片进刀时可在工件上进行双台阶面加工。
2.根据权利要求1所述的切削加工用复合刀具,其特征在于,刀夹上贯穿设有朝向第一刀夹定位面的安装孔,安装孔具有锥面,安装孔中心轴线与第一刀夹定位面不垂直,刀体上在安装孔对应位置处开设连接孔,安装孔和连接孔不同轴,安装孔内安装定位连接件,定位连接件另一端伸入连接孔内实现刀夹在刀体上的紧固连接;
3.根据权利要求1或2所述的切削加工用复合刀具,其特征在于,第一刀夹定位面和第二刀夹定位面所成角度大于等于第一贴合定位面和第二贴合定位面之间的夹角。
4.根据权利要求3所述的切削加工用复合刀具,其特征在于,第一刀夹定位面和第二刀夹定位面所成角度和/或第一贴合定位面和第二贴合定位面所成角度为直角或锐角。
5.根据权利要求2所述的切削加工用复合刀具,其特征在于,第一调整连接件和/或第二调整连接件上套设弹簧。
6.根据权利要求2或5所述的切削加工用复合刀具,其特征在于,第一调整连接件和第二调整连接件为调节螺钉。
7.根据权利要求2所述的切削加工用复合刀具,其特征在于,定位连接件为紧固螺钉。
8.根据权利要求2或7所述的切削加工用复合刀具,其特征在于,安装孔在入口处还设有定位锥面,定位连接件上具有与定位锥面适配的锥度角。
9.根据权利要求1所述的切削加工用复合刀具,其特征在于,刀体的刀杆为方形刀杆。
10.根据权利要求1所述的切削加工用复合刀具,其特征在于,刀体的刀杆为圆形刀杆。
技术总结
本技术涉及机械加工技术领域,公开一种切削加工用复合刀具,包括刀体和两个切削刀片,其中一个切削刀片安装在刀体上,另一个切削刀片通过刀夹安装至刀体,刀夹具有三个刀夹定位面,刀体上设有三个两两相交的面作为三个刀夹定位面的贴合定位面;两个切削刀片的圆弧刃在径向和轴向上错开,两个切削刀片进刀时在工件上进行双台阶面加工。刀体上设两个同时进行切削加工的刀片,能一次完成双台阶轴向和径向加工,大幅提高加工效率,一个刀片通过刀夹装夹,降低了对刀片精度的要求,同时赋予了刀片磨损时可单独进行刀片调节的功能,有效延长刀具的使用寿命;刀夹上设带锥面的安装孔,定位连接件承受偏心力和弯曲变形,使刀夹紧贴在各贴合定位面上。
技术研发人员:谢清亮,罗利军,赵伟,袁美和,谭文清
受保护的技术使用者:株洲欧科亿切削工具有限公司
技术研发日:20221118
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!