钢管通用辅助拉拔组件的制作方法
本技术涉及钻杆加工,具体为钢管通用辅助拉拔组件。
背景技术:
1、煤矿用三棱钻杆的加工中,需要先将原材料无缝钢管通过冷拔机或者热拔成型为三棱管,而后再在三棱管上加工螺旋结构。在将无缝钢管通过冷拔机冷拔或者热拔过程中,需要先将钢管的一端加热后缩径处理,以便于插入通过冷拔机上的三棱拉拔孔,同时,该端缩径处理的缩径段也同步作为拉拔头使用,通过冷拔机配套的拉拔小车上的拉拔钳夹紧该缩径段,然后启动冷拔机将钢管通过三棱拉拔孔拉拔成型,得到三棱管。
2、目前的问题在于,钢管成型后,在其端部遗漏的缩径段需要切除,切除的缩径段由于收到拉拔钳的挤压,均已塌孔变形,无法再次使用,这造成了极大的原材料浪费,同时,缩径段的处理还需要保持基本的外形平整,以保证其与拉拔钳之间的接触面积,这样才能保证拉拔钳的稳定夹紧,缩径段的处理过程一旦处理不好,很可能会出现“脱钳”,进而导致拉拔钢管的局部应力集中,直接导致残次品。
技术实现思路
1、为了解决上述问题,本实用新型的目的是提出一种钢管通用辅助拉拔组件,与钢管端部的缩径段完美配合,与钢管之间形成结构锁紧固定,通过辅助拉拔组件完成对钢管的拉拔,无需直接夹持钢管,一方面,不再需要精细处理缩径段,节省工序,另一方面,钢管成型后,缩径段还能够保持原有的外形结构,可以在缩径段基础上直接进一步加工钻杆公头,不再需要切除,极大节省了原材料。
2、本实用新型为了解决上述问题所采取的技术方案如下:
3、钢管通用辅助拉拔组件,所述钢管的一端具有用于穿过拉拔模孔的缩径段,所述缩径段包括锥形段和直筒段,该辅助拉拔组件包括拉拔机构和锁死机构,其中,
4、所述锁死机构包括定位套和锁杆,所述定位套的外径与所述直筒的内径相匹配,定位套上沿径向贯穿设置有锁孔a;
5、所述拉拔机构包括负载杆和限位圆台,所述负载杆的外径与所述定位套的内径相匹配,所述限位圆台的最大外径与所述钢管的内径相匹配,限位圆台的小径端与所述负载杆一端一体连接,所述负载杆的另一端穿出定位套设置,且在负载杆穿出定位套后一体连接有拉拔头,负载杆上对应锁孔a位置开设有垂直贯穿的锁孔b;
6、所述直筒段上对应锁孔a位置开设有锁孔c,所述锁杆的外径与所述锁孔a、锁孔b和锁孔c的孔径相匹配。
7、作为上述技术方案的一种改进方案,所述锁死机构还包括锁紧筒;所述锁紧筒的内腔的形状与所述缩径段的外形一致,所述定位套上设置有用于装配锁紧筒的外螺纹,所述锁紧筒通过设置在其筒体底壁中心的螺孔螺纹连接在所述定位套上,且所述锁紧筒的圆周壁上对应锁孔a位置开设有避让孔。
8、作为上述技术方案的进一步改进方案,所述避让孔为条形孔,且锁紧筒的圆周均匀设置有多个避让孔。
9、作为上述技术方案的进一步改进方案,所述锁紧筒的内圆周壁与所述定位套外圆周壁之间的间隙宽度大于所述缩径段的壁厚。
10、作为上述技术方案的一种改进方案,所述拉拔头为一宽度小于定位套内径的方形结构杆,所述拉拔头上均匀布设有用于拉拔钳咬合锁紧的拉拔齿槽。
11、作为上述技术方案的又一种改进方案,所述限位圆台锥度与所述锥形段的锥度相匹配。
12、作为上述技术方案的再一种改进方案,所述限位圆台的最小外径与所述定位套的外径相匹配。
13、与现有技术相比,本实用新型具有以下有益效果:
14、第一,本实用新型所述的结构,结构简单,加工方便,使用效果非常好,依托钢管端部缩径段的现有结构,能够与其形成完美的结构配合,一方面,通过限位圆台在钢管的内部依托锥形端形成阻挡限位,另一方面,通过锁杆对整体形成锁死固定,双层的限位结构能够确保拉拔过程中结构的稳定与可靠,专用的拉拔头也可以与拉拔钳形成完美的契合,保证夹持位置的稳固。
15、第二,本实用新型的使用,不会在钢管拉拔过程中对缩径段造成任何的挤压损坏,在钢管成型后,遗漏下来的缩径段可以不用切除,或者仅切除带有锁孔的部分,然后直接在缩径段的基础上进一步加工出钻杆的公头结构,极大了节省了原材料,这对企业的批量生产而言,具有十分重大的意义,不论是从生产成本角度,还是从生产效率角度,均具有质的飞跃。
技术特征:
1.钢管通用辅助拉拔组件,所述钢管(1)的一端具有用于穿过拉拔模孔的缩径段,所述缩径段包括锥形段(2)和直筒段(3),其特征在于:该辅助拉拔组件包括拉拔机构和锁死机构,其中,
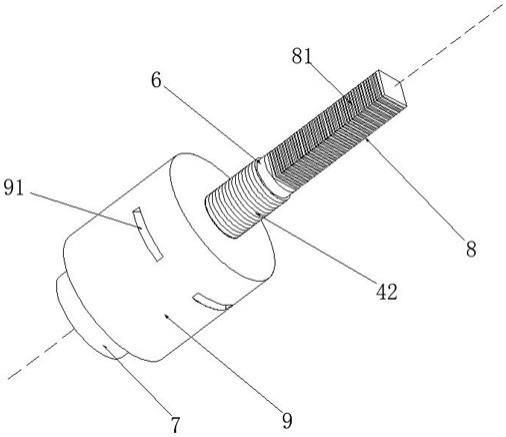
2.如权利要求1所述的钢管通用辅助拉拔组件,其特征在于:所述锁死机构还包括锁紧筒(9);所述锁紧筒(9)的内腔的形状与所述缩径段的外形一致,所述定位套(4)上设置有用于装配锁紧筒(9)的外螺纹(42),所述锁紧筒(9)通过设置在其筒体底壁中心的螺孔(92)螺纹连接在所述定位套(4)上,且所述锁紧筒(9)的圆周壁上对应锁孔a(41)位置开设有避让孔(91)。
3.如权利要求2所述的钢管通用辅助拉拔组件,其特征在于:所述避让孔(91)为条形孔,且锁紧筒(9)的圆周均匀设置有多个避让孔(91)。
4.如权利要求2所述的钢管通用辅助拉拔组件,其特征在于:所述锁紧筒(9)的内圆周壁与所述定位套(4)外圆周壁之间的间隙宽度大于所述缩径段的壁厚。
5.如权利要求1所述的钢管通用辅助拉拔组件,其特征在于:所述拉拔头(8)为一宽度小于定位套(4)内径的方形结构杆,所述拉拔头(8)上均匀布设有用于拉拔钳咬合锁紧的拉拔齿槽(81)。
6.如权利要求1所述的钢管通用辅助拉拔组件,其特征在于:所述限位圆台(7)锥度与所述锥形段的锥度相匹配。
7.如权利要求1所述的钢管通用辅助拉拔组件,其特征在于:所述限位圆台(7)的最小外径与所述定位套(4)的外径相匹配。
技术总结
钢管通用辅助拉拔组件,所述钢管的一端具有缩径段,缩径段包括锥形段和直筒段,该辅助拉拔组件包括拉拔机构和锁死机构,锁死机构包括定位套和锁杆,所述定位套的外径与所述直筒的内径相匹配,定位套上设置有锁孔A;拉拔机构包括负载杆和限位圆台,负载杆的外径与定位套的内径相匹配,限位圆台的最大外径与钢管的内径相匹配,限位圆台的小径端与负载杆一端一体连接,负载杆的另一端穿出定位套设置,且在负载杆穿出定位套后一体连接有拉拔头,负载杆上对应锁孔A位置开设有垂直贯穿的锁孔B;直筒段上对应锁孔A位置开设有锁孔C,锁杆的外径与锁孔A、锁孔B和锁孔C的孔径相匹配。本技术极大节省了原材料,方便钢管的夹持拉拔。
技术研发人员:景向锋,武旭光,朱孟民,宋志勇,郑云中
受保护的技术使用者:襄城伟业智能机电设备制造有限公司
技术研发日:20221122
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!