一种壳体快速装夹装置的制作方法
本技术涉及一种壳体快速装夹装置,属于工装夹具。
背景技术:
1、随着科技的发展,对于大型工程机械需求增加,因此工程机械零部件生产需求增加,加工效率提升是必须的,差速转向机构是工程机械的重要结构,壳体是差速转向机构的基础部件,实际生产中需要对差速转向机构壳体进行加工,其需要加工特征有壳体的大法兰孔200、小法兰孔400、斜向孔500等,具体如图5和图6所示,目前,一般采用龙门加工中心+卧式加工中心复合方式对差速转向机构壳体的这些特征分别进行加工,并且用于上述加工方式中的工装通常为常规工装,即机加工领域中常用的工装夹具,常规工装在用于以上大型的差速转向机构壳体的加工时,存在以下问题:
2、1、由于差速转向机构壳体的加工工序分散,加工时需要转运翻活,采用通用工装装夹时,需要重复找正定位,找正时间长,精度差,降低了工件的加工质量,并且由于找正浪费了大量时间,使得加工效率降低。
3、2、由于差速转向机构壳体结构较复杂,采用常规工装装夹时,不易定位,装夹速度慢,操作不便。
4、综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现思路
1、本实用新型要解决的技术问题是针对以上不足,提供一种壳体快速装夹装置,可以一次装夹加工壳体的小法兰孔、大法兰孔以及斜向孔等,减少工序;可以快速实现工件找正定位,找正精度高,提高了生产效率;具有操作方便、装夹速度快的优点。
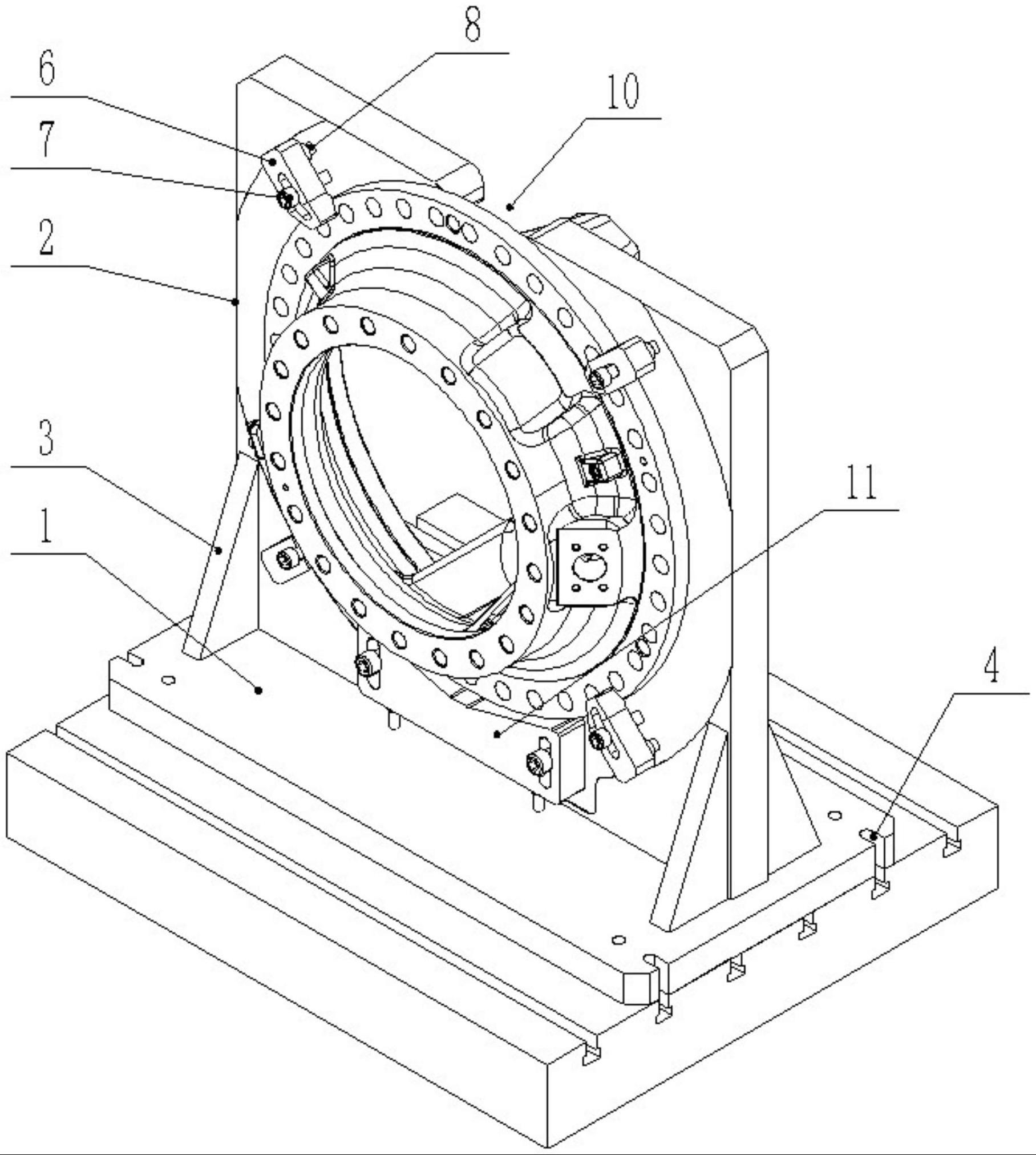
2、为解决以上技术问题,本实用新型采用以下技术方案:一种壳体快速装夹装置,包括用于安装壳体的安装板,所述安装板上设置有定位机构和多个压紧机构;多个压紧机构周向均匀布置;
3、所述定位机构包括定位块和定位座,所述定位块安装在安装板上,定位块的一端设置成v型头,所述v型头与壳体上的v型定位口相配合;
4、所述定位座固定在安装板上,定位座上螺接有调节螺栓,调节螺栓的端部抵在定位块远离壳体的一端。
5、进一步地,还包括支撑机构,所述支撑机构设置安装板的下部;
6、所述支撑机构包括支撑块和固定螺栓,所述支撑块开设有第二长形通孔;所述固定螺栓穿过第二长形通孔螺接于安装板上。
7、进一步地,所述安装板的中间开设有安装孔,可供壳体一端通过;
8、所述安装板上对应壳体通孔的加工位置设有避让部,所述避让部为环槽或沉孔。
9、进一步地,所述压紧机构包括压板、压紧螺栓以及支柱,所述压板上开设有第三长形通孔,所述压紧螺栓穿过第三长形通孔螺纹连接于安装板的侧部;
10、所述支柱垂直设置于安装板的侧面,所述压板远离安装孔的一端侧部与支柱的外端面相抵;所述支柱伸出安装板的长度可调。
11、进一步地,所述安装板垂直固定于底板上;底板和安装板之间设置筋板;
12、所述支撑机构还包括支撑螺栓,所述支撑螺栓沿竖向设置于支撑块的下方,并螺纹连接于底板上;所述支撑螺栓顶起支撑块;
13、所述支撑块顶部设置有v型槽。
14、进一步地,所述安装板的顶部设有缺口,所述缺口与安装孔连通。
15、进一步地,所述安装板的侧面为光滑平面,所述光滑平面与壳体的加工基准面相接触。
16、进一步地,所述支柱螺纹连接于安装板上。
17、进一步地,所述定位块上开设有第一长形通孔,定位块通过至少两个螺栓穿过第一长形通孔固定在安装板上。
18、进一步地,所述底板开设有与加工平台t型槽相配合的连接孔;所述连接孔为开槽或者通孔。
19、本实用新型采用以上技术方案后,与现有技术相比,具有以下优点:
20、本实用新型本实用新型具有装夹速度快、操作方便的优点。
21、本实用新型可以一次装夹加工壳体的小法兰孔、大法兰孔以及斜向孔等,减少工序、人工,减少了劳动力,提高了工作效率。
22、本实用新型中设置定位机构,并且定位机构采用v型头和壳体上的v型定位口方式,可以快速实现工件找正定位,找正精度高;可以提高生产效率。
23、本实用新型可以适应多种型号的差速转向机构壳体,安装、拆卸方便。
24、下面结合附图和实施例对本实用新型进行详细说明。
技术特征:
1.一种壳体快速装夹装置,其特征在于,包括用于安装壳体的安装板(2),所述安装板(2)上设置有定位机构和多个压紧机构;多个压紧机构周向均匀布置;
2.如权利要求1所述的一种壳体快速装夹装置,其特征在于,还包括支撑机构,所述支撑机构设置安装板(2)的下部;
3.如权利要求1所述的一种壳体快速装夹装置,其特征在于,所述安装板(2)的中间开设有安装孔(5),可供壳体一端通过;
4.如权利要求3所述的一种壳体快速装夹装置,其特征在于,所述压紧机构包括压板(6)、压紧螺栓(7)以及支柱(8),所述压板(6)上开设有第三长形通孔(18),所述压紧螺栓(7)穿过第三长形通孔(18)螺纹连接于安装板(2)的侧部;
5.如权利要求2所述的一种壳体快速装夹装置,其特征在于,所述安装板(2)垂直固定于底板(1)上;底板(1)和安装板(2)之间设置筋板(3);
6.如权利要求3所述的一种壳体快速装夹装置,其特征在于,所述安装板(2)的顶部设有缺口(10),所述缺口(10)与安装孔(5)连通。
7.如权利要求1所述的一种壳体快速装夹装置,其特征在于,所述安装板(2)的侧面为光滑平面,所述光滑平面与壳体的加工基准面相接触。
8.如权利要求4所述的一种壳体快速装夹装置,其特征在于,所述支柱(8)螺纹连接于安装板(2)上。
9.如权利要求1所述的一种壳体快速装夹装置,其特征在于,所述定位块(15)上开设有第一长形通孔(9),定位块(15)通过至少两个螺栓穿过第一长形通孔(9)固定在安装板(2)上。
10.如权利要求5所述的一种壳体快速装夹装置,其特征在于,所述底板(1)开设有与加工平台t型槽相配合的连接孔(4);所述连接孔(4)为开槽或者通孔。
技术总结
本技术公开了一种壳体快速装夹装置,属于工装夹具技术领域,包括用于安装壳体的安装板,安装板上设置有定位机构和多个压紧机构;多个压紧机构周向均匀布置;定位机构包括定位块和定位座,定位块安装在安装板上,定位块的一端设置成V型头,V型头与壳体上的V型定位口相配合;定位座固定在安装板上,定位座上螺接有调节螺栓,调节螺栓的端部抵在定位块远离壳体的一端;本技术可以一次装夹加工壳体的大法兰孔、小法兰孔以及斜向孔等,减少工序;可以快速实现工件找正定位,找正精度高,提高了生产效率;具有操作方便、装夹速度快的优点。
技术研发人员:陈恒祥,杜一君,张丰雷,赵淑兰,赵帅,宋长喜
受保护的技术使用者:山东豪迈机械制造有限公司
技术研发日:20221124
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!