负极耳送料滚花一体装置及负极耳焊接系统的制作方法
本技术涉及电池生产的,特别是涉及一种负极耳送料滚花一体装置及负极耳焊接系统。
背景技术:
1、现今,负极片在生产过程中,需将负极耳焊接于铜箔,而要完成负极耳的加工需要经过多道工序,经过前道工序加工形成的极耳带需要通过收料盘收卷起来,然后再送到下道工序进行滚花加工,最后再将负极耳焊接于铜箔上。
2、然而,现有技术中,由于生产后得到的极耳带均需要通过收卷、输送至滚花机构、进行滚花操作等工序,即送料与滚花未能一体化,使得工序较为复杂,降低了负极片的生产效率。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种使负极耳牢固地焊接于铜箔且提高负极片生产效率的负极耳送料滚花一体装置及负极耳焊接系统。
2、本实用新型的目的是通过以下技术方案来实现的:
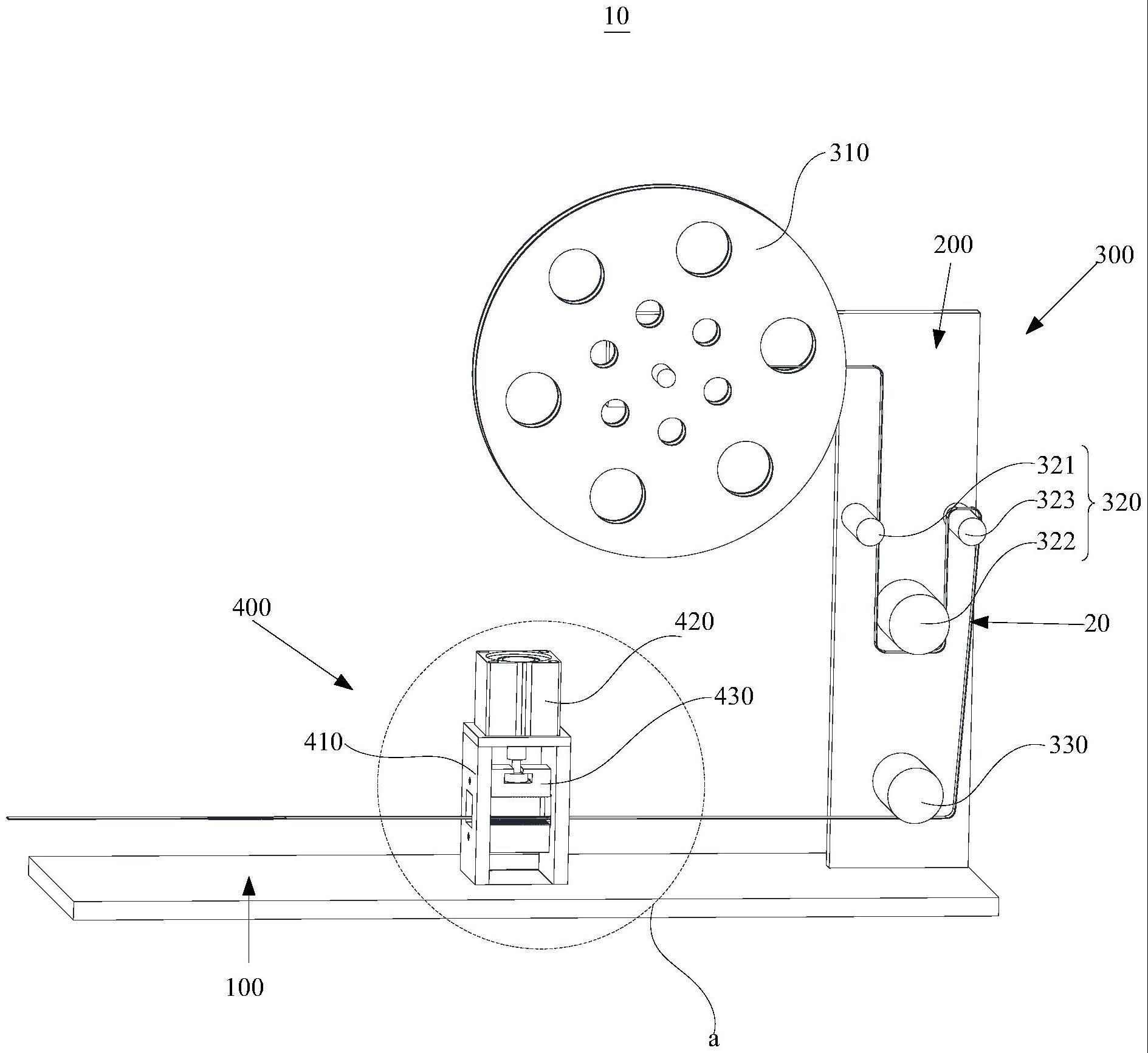
3、一种负极耳送料滚花一体装置,包括:底板、立板、送料机构及滚花机构,所述底板设于工作台;所述立板连接于所述底板;所述送料机构包括极耳盘、张紧件及送卷辊,所述极耳盘设于所述立板,所述极耳盘用于投放极耳带,所述张紧件邻近所述极耳盘并设置于所述立板上,所述张紧件包括沿着所述极耳带输送方向依次设置的第一导引辊、压辊及第二导引辊,所述送卷辊位于所述立板并邻近所述底板设置,所述送卷辊用于传输来自所述第二导引辊的极耳带;所述滚花机构包括固定组件、气缸、滚花件,所述固定组件设于所述底板,所述固定组件内形成有滚花槽,所述固定组件的两侧分别开设有第一输送孔及第二输送孔,所述第一输送孔及所述第二输送孔均与所述滚花槽连通,以使来自所述送卷辊的极耳带从所述滚花槽通过,所述气缸设于所述固定组件,且所述气缸的拉杆活动于所述滚花槽,所述滚花件位于所述滚花槽,所述滚花件包括滚花上模及滚花下模,所述滚花下模的两侧与所述固定组件的两侧内壁固定连接,所述滚花下模用于接触所述极耳带的一面形成有多个滚压凹槽,所述滚花上模与所述气缸的拉杆连接,所述滚花上模用于接触所述极耳带的一面形成有多个滚压凸起,每一所述滚压凸起与一对应的所述滚压凹槽相适配。
4、在其中一个实施例中,所述固定组件包括相互平行设置的第一滚花立板及第二滚花立板,所述第一滚花立板及所述第二滚花立板均垂直连接于所述底板,所述第一滚花立板上设有第一输送孔,所述第二滚花立板上设有第二输送孔,所述第一滚花立板与所述第二滚花立板之间形成有滚花槽。
5、在其中一个实施例中,所述固定组件还包括固定板,所述固定板的两端分别与所述第一滚花立板及所述第二滚花立板连接,所述固定板上形成有安装孔,所述安装孔用于安装所述气缸,且所述气缸的拉杆穿设于所述安装孔并在所述滚花槽内活动。
6、在其中一个实施例中,多个所述滚压凸起均匀分布于所述滚花上模用于接触所述极耳带的一面上。
7、在其中一个实施例中,所述第一导引辊及所述第二导引辊对应设于所述立板的两侧,所述压辊邻近所述送卷辊设置,且所述第一导引辊、压辊及所述第二导引辊之间的连线构成等腰三角形。
8、在其中一个实施例中,所述气缸的拉杆包括相互连接的拉伸部及卡接部,所述滚花上模形成有相互连通的伸入口及容置槽,所述拉伸部穿设于所述伸入口,使所述卡接部卡接于所述容置槽内。
9、在其中一个实施例中,所述极耳盘包括转轴及两个子盘,所述转轴设于所述立板,所述转轴依次穿设两个所述子盘,所述转轴同时与两个所述子盘转动连接,两个所述子盘之间形成有极耳通过区,所述极耳带放置于所述转轴位于所述极耳通过区的部分。
10、在其中一个实施例中,所述立板垂直连接于所述底板。
11、在其中一个实施例中,所述立板与所述底板为一体成型结构。
12、一种负极耳焊接系统,包括超声波焊接装置以及如上述任一实施例所述的负极耳送料滚花一体装置,所述超声波焊接装置设于所述底板,且所述超声波焊接装置的入料端用于接收从所述第二输送孔出来的极耳带。
13、与现有技术相比,本实用新型包括但不仅限于以下优点:
14、1、送料机构设于立板,滚花机构设于底板,且底板与立板连接,使得送料与滚花一体设置,从而使完成滚花后的负极耳直接输送至超声波焊接装置并焊接在铜箔上,进而提高负极片的生产效率;
15、2、通过设置滚花机构,使极耳带的表面形成有多个规则形状的滚压凸起,从而使负极耳与铜箔焊接时的有效接触面积增大,进而使负极耳牢固地焊接于铜箔上。
16、3、通过设置张紧件,以对输送中的极耳带起到张紧作用,防止极耳带的打皱,进而避免产生残次的负极片。
技术特征:
1.一种负极耳送料滚花一体装置,其特征在于,包括:
2.根据权利要求1所述的负极耳送料滚花一体装置,其特征在于,所述固定组件包括相互平行设置的第一滚花立板及第二滚花立板,所述第一滚花立板及所述第二滚花立板均垂直连接于所述底板,所述第一滚花立板上设有第一输送孔,所述第二滚花立板上设有第二输送孔,所述第一滚花立板与所述第二滚花立板之间形成有滚花槽。
3.根据权利要求2所述的负极耳送料滚花一体装置,其特征在于,所述固定组件还包括固定板,所述固定板的两端分别与所述第一滚花立板及所述第二滚花立板连接,所述固定板上形成有安装孔,所述安装孔用于安装所述气缸,且所述气缸的拉杆穿设于所述安装孔并在所述滚花槽内活动。
4.根据权利要求1所述的负极耳送料滚花一体装置,其特征在于,多个所述滚压凸起均匀分布于所述滚花上模用于接触所述极耳带的一面上。
5.根据权利要求1所述的负极耳送料滚花一体装置,其特征在于,所述第一导引辊及所述第二导引辊对应设于所述立板的两侧,所述压辊邻近所述送卷辊设置,且所述第一导引辊、压辊及所述第二导引辊之间的连线构成等腰三角形。
6.根据权利要求1所述的负极耳送料滚花一体装置,其特征在于,所述气缸的拉杆包括相互连接的拉伸部及卡接部,所述滚花上模形成有相互连通的伸入口及容置槽,所述拉伸部穿设于所述伸入口,使所述卡接部卡接于所述容置槽内。
7.根据权利要求1所述的负极耳送料滚花一体装置,其特征在于,所述极耳盘包括转轴及两个子盘,所述转轴设于所述立板,所述转轴依次穿设两个所述子盘,所述转轴同时与两个所述子盘转动连接,两个所述子盘之间形成有极耳通过区,所述极耳带放置于所述转轴位于所述极耳通过区的部分。
8.根据权利要求1所述的负极耳送料滚花一体装置,其特征在于,所述立板垂直连接于所述底板。
9.根据权利要求1所述的负极耳送料滚花一体装置,其特征在于,所述立板与所述底板为一体成型结构。
10.一种负极耳焊接系统,其特征在于,包括超声波焊接装置以及如权利要求1至9中任一所述的负极耳送料滚花一体装置,所述超声波焊接装置设于所述底板,且所述超声波焊接装置的入料端用于接收从所述第二输送孔出来的极耳带。
技术总结
本申请提供一种负极耳送料滚花一体装置及负极耳焊接系统。上述的负极耳送料滚花一体装置包括:底板、立板、送料机构及滚花机构,送料机构包括极耳盘、张紧件及送卷辊,极耳盘设于立板,极耳盘用于投放极耳带,张紧件包括沿着极耳带输送方向依次设置的第一导引辊、压辊及第二导引辊,送卷辊用于传输来自第二导引辊的极耳带;滚花机构包括固定组件、气缸、滚花件,气缸设于固定组件,滚花件包括滚花上模及滚花下模,滚花下模用于接触极耳带的一面形成有多个滚压凹槽,滚花上模用于接触极耳带的一面形成有多个滚压凸起。将送料与滚花一体设置,使完成滚花后的负极耳直接输送至超声波焊接装置并焊接在铜箔上,进而提高负极片的生产效率。
技术研发人员:宋志彬,傅有平,袁益亮,舒建,赵文磊
受保护的技术使用者:广西东来新能源科技有限公司
技术研发日:20221124
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!