一种外圈新结构锻造模具的制作方法
本技术涉及模具领域,主要是一种外圈新结构锻造模具。
背景技术:
1、外圈作为万向节十字轴总成重要组成零件,其毛坯的加工工艺分为冷挤工艺和热锻工艺,毛坯经过机械加工获得成品外圈。
2、其中一种外圈成品1的外圆和外台阶的直径不同,外台阶直径4小于外圆直径5(图1),钢材用模具锻造成外圈毛坯a2(图2),经过车加工才能满足(图1)的外台阶直径要求,其模具(凹模3)内部形状结构为通孔3-1(图3)。
3、钢材在模具的挤压成外圈毛坯a2(图2),经过车加工才能满足外圈成品1(图1)的外台阶直径要求,其结构的不足在于:
4、1.钢材下料重量增多。
5、2.各工序耗能增多。
6、3.车加工节拍偏长。
7、4.车加工产生较多的铁屑,污染环境。
技术实现思路
1、本实用新型的目的在于克服现有技术存在的不足,为减少钢材下料重量,优化工序节拍,而提供一种外圈新结构锻造模具。
2、本实用新型的目的是通过如下技术方案来完成的。一种外圈新结构锻造模具,包括上压杆、下顶杆和凹模,所述的凹模内设有阶梯孔,上压杆的下端插装在阶梯孔内,上压杆的插入部分与阶梯孔之间形成间隙,间隙与外圈毛坯b的外圆台阶结构相匹配;下顶杆正对阶梯孔,下顶杆的尺寸与阶梯孔的尺寸大小相匹配。
3、更进一步的,所述的上压杆呈t形结构,上压杆的插入部分与阶梯孔之间形成间隙。
4、更进一步的,所述的上压杆和凹模通过垫板固定到压力机上,下顶杆与工作台固定连接。
5、本实用新型的有益效果为:重新设计模具结构,凹模内通过设置阶梯孔来增加台阶结构,使钢材按外圈成品外台阶直径形状直接锻造成形,提高了生产效率,优化工序节拍,降低了耗能。
技术特征:
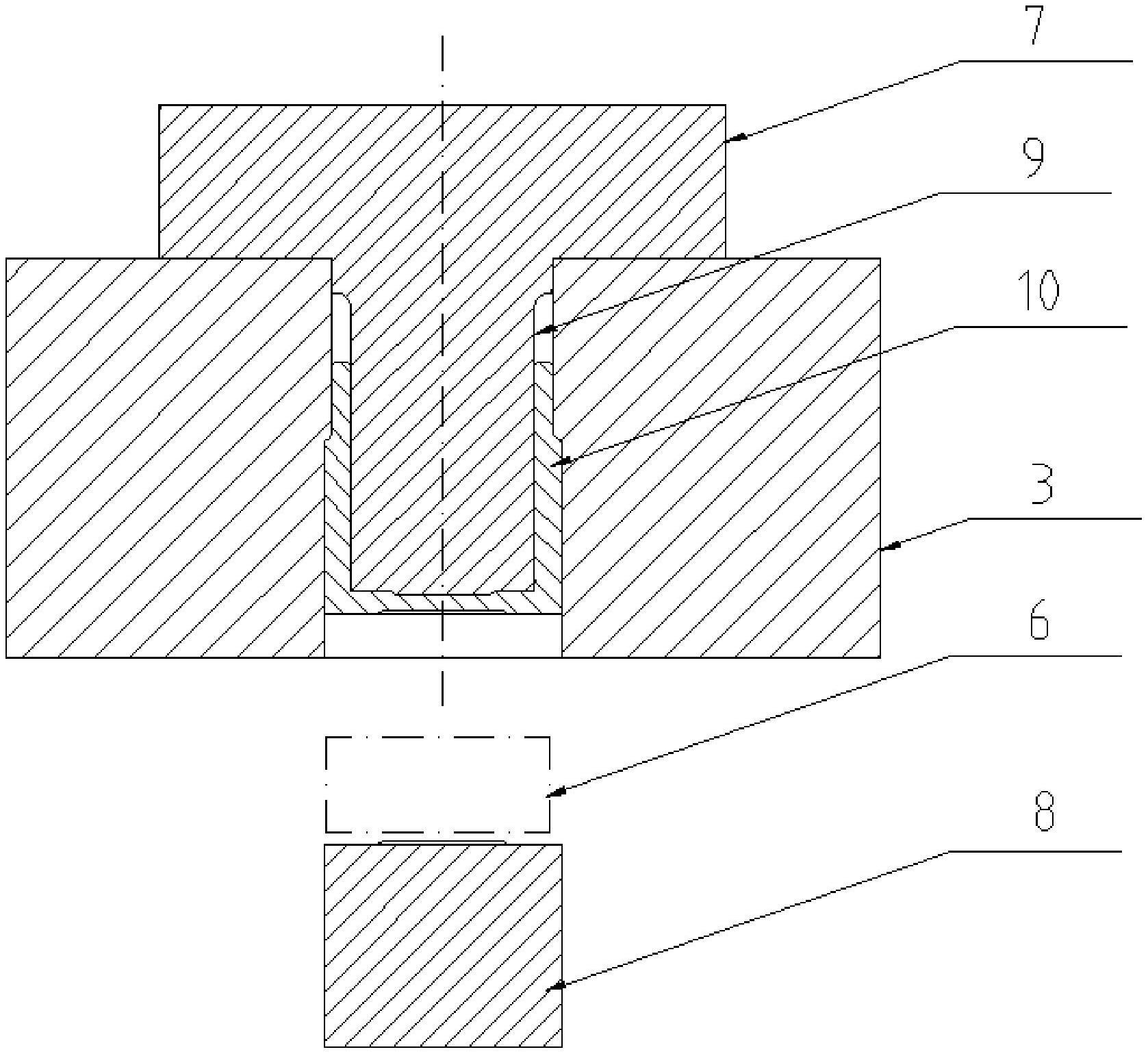
1.一种外圈新结构锻造模具,其特征在于:包括上压杆(7)、下顶杆(8)和凹模(3),所述的凹模(3)内设有阶梯孔(3-2),上压杆(7)的下端插装在阶梯孔(3-2)内,上压杆(7)的插入部分与阶梯孔(3-2)之间形成间隙(9),间隙(9)与外圈毛坯b(10)的外圆台阶结构相匹配;下顶杆(8)正对阶梯孔(3-2),下顶杆(8)的尺寸与阶梯孔(3-2)的尺寸大小相匹配。
2.根据权利要求1所述的外圈新结构锻造模具,其特征在于:所述的上压杆(7)呈t形结构,上压杆(7)的插入部分与阶梯孔(3-2)之间形成间隙(9)。
3.根据权利要求1或2所述的外圈新结构锻造模具,其特征在于:所述的上压杆(7)和凹模(3)通过垫板固定到压力机上,下顶杆(8)与工作台固定连接。
4.根据权利要求1所述的外圈新结构锻造模具,其特征在于:所述的凹模(3)内设有阶梯孔(3-2),阶梯孔(3-2)的内部形状按照外圈毛坯b(10)的外圆或外台阶形状相匹配。
技术总结
本技术提供了一种外圈新结构锻造模具,包括上压杆、下顶杆和凹模,所述的凹模内设有阶梯孔,上压杆的下端插装在阶梯孔内,上压杆的插入部分与阶梯孔之间形成间隙,间隙与外圈毛坯B的外圆台阶结构相匹配;下顶杆正对阶梯孔,下顶杆的尺寸与阶梯孔的尺寸大小相匹配。本技术的有益效果为:重新设计模具结构,凹模内通过设置阶梯孔来增加台阶结构,使钢材按外圈成品外台阶直径形状直接锻造成形,提高了生产效率,降低了耗能。
技术研发人员:王生,牛杰,高天芬,叶连强,金兄珍,单伟刚
受保护的技术使用者:万向钱潮股份公司
技术研发日:20221125
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!