一种用于在无油润滑轴套上一次冲两个垂直缺口的冲模的制作方法
本技术涉及制造滑动轴承的设备,尤其是一种用于在无油润滑轴套上一次冲两个垂直缺口的冲模。
背景技术:
1、目前的许多滑动轴承是用复合材料的板材,通过卷制、整形等加工制成轴套类滑动轴承,为了不使滑动轴承在轴承座中旋转,需要在轴套的端面制有缺口,以实施周向定位,如在汽车配件中,有需要在轴套的两端分别制有缺口,且两缺口不在同一平面,相互旋转90度(异面夹角90度)如图1所示,其主要还考虑轴套内孔中制有螺旋形的油槽,两端的缺口正对油槽的进出口,另外,在冲缺口时,必须冲头从孔内向外,使得毛刺在轴套的外圆上,以方便清理。由于其结构特殊,尺寸要求高,原先采用简易单冲模,冲完一个缺口后,工件翻个方向并旋转90度再冲出另一个缺口,在加工过程中会遇到以下几种问题:一是缺口方向容易搞错,位置误差大,由于产品上的两个缺口是在不同的两个端面,容易漏冲一个缺口;二是加工效率低,一个工件两个缺口需要进行两次冲压。因此,为了克服上述问题,设计一种工作可靠、生产效率高、制造成本低,在加工中不容易出错的专门用于在无油润滑轴套上一次冲两个垂直缺口的冲模是十分需要的。
技术实现思路
1、本实用新型的目的是提供一种结构简单,加工效率高、质量好的一种用于在无油润滑轴套上一次冲两个垂直缺口的冲模。
2、为了达到上述要求,本实用新型的一种多工位用于在无油润滑轴套上一次冲两个垂直缺口的冲模,它包括有上盖板和上模板的上模和下模板的下模,在上盖板上固定有模柄,其特征是在上模和下模上它还包括工件压紧定位单元、冲前缺口单元、冲后侧向缺口单元,其中:
3、所述的工件压紧定位单元,包括侧定位块、下定位块和上压紧块,侧定位块和下定位块均固定在下模板上,侧定位块的内侧制有与工件外圆相配的侧凹形弧槽,下定位块的上面制有与工件外圆相配的下凹形弧槽;在上模板上固定有带弹性的上压紧块,上压紧块上制有上凹形弧槽,下凹形弧槽与上凹形弧槽相对;
4、所述的冲前缺口单元,包括固定在下定位块上的活动刀杆,活动刀杆上安装有上冲头,在下定位块上固定有与上冲头相配的下刀口,活动刀杆的下面安装有弹起活动刀杆的压簧,正对活动刀杆上方的上模板上安装有冲棒,当上模板下行时,由冲棒顶着活动刀杆下行,冲出前缺口;
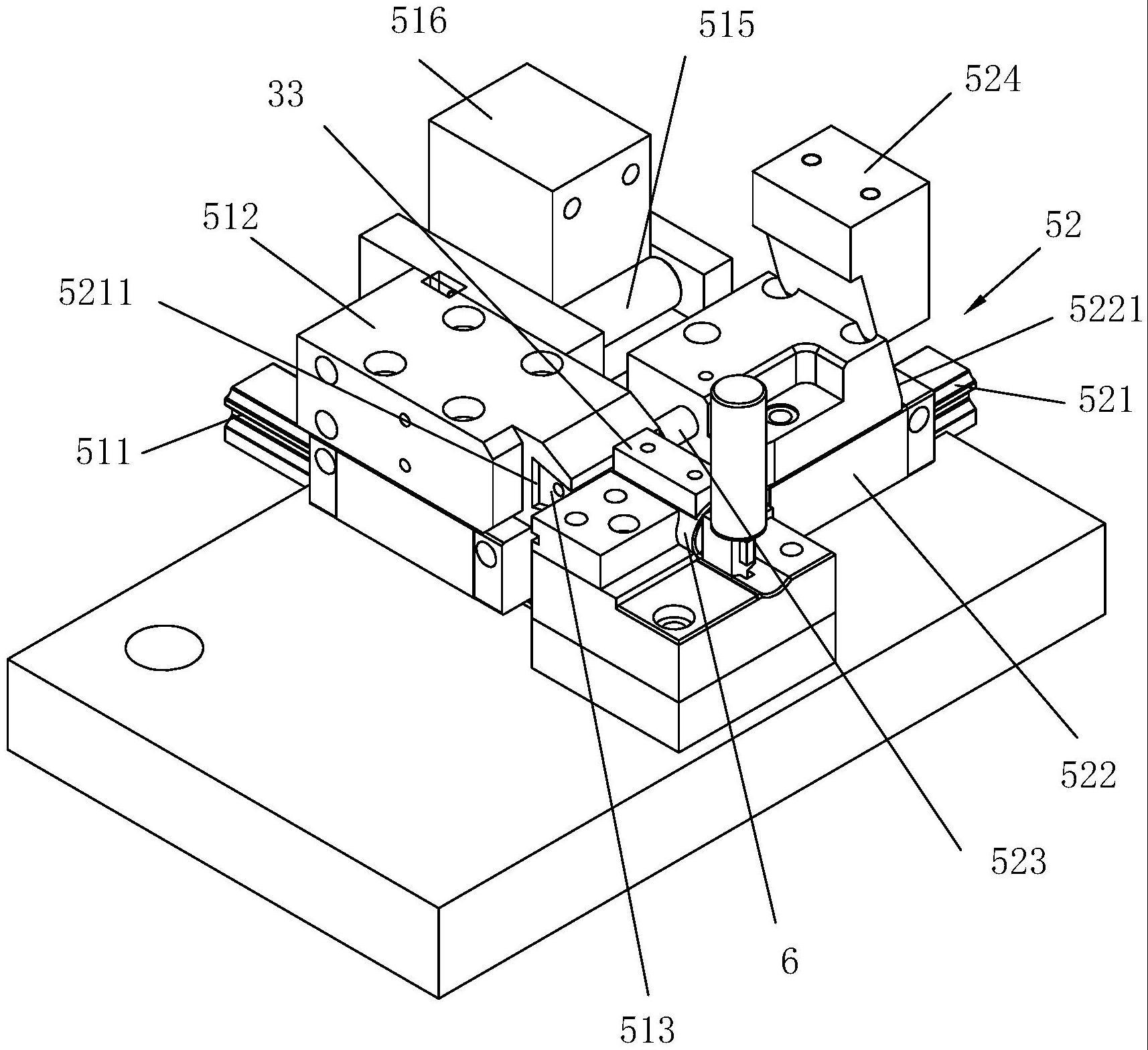
5、所述的冲后侧向缺口单元,包括前后移动单元和左右移动单元,所述的前后移动单元包括安装在下模板上的前后直线导轨,在前后直线导轨上安装有后刀座,后刀座上制有燕尾槽,燕尾槽中安装有后刀滑块,后刀滑块上安装有侧向冲头,在侧定位块上设有与侧向冲头相配的侧刀口,在后刀座和上模板上分别固定有滚轴和上前后斜楔,当上前后斜楔作向下移动时,推动后刀座在前后直线导轨上向前移动,以此带动侧向冲头伸入到工件后端的内孔中;所述的左右移动单元,包括安装在下模板上的左右直线导轨,左右直线导轨上安装有侧移动块,侧移动块上固定有正对在后刀滑块进入内孔时的侧顶杆;在侧移动块的右侧制有下侧斜面,在上模板上固定有与下侧斜面相配的上侧斜楔,当上侧斜楔向下移动时,推动侧移动块及侧顶杆在左右直线导轨上作向左的移动,以此由侧顶杆在向左的移动过程中,推着后刀滑块向左移动,实施对工件后端侧向缺口的冲制。
6、所述的下前后斜楔和上前后斜楔及下侧斜面和上侧斜楔的位置、角度和动作保证在上模下行时,同时实施对前缺口和后端侧向缺口的冲制。
7、根据上述方案设计的一种用于在无油润滑轴套上一次冲两个垂直缺口的冲模,在使用时,只要将轴套放入工件压紧定位单元中,随着上模的下行一次就完成前后两个缺口的冲制,不但加工效率高,而且尺寸精度高,单台日产量由原来的1000件提高到2400-2600件,解决了漏冲,位置度差的一系列问题,该实用新型对类似结构的加工也有很好的参考价值。
技术特征:
1.一种用于在无油润滑轴套上一次冲两个垂直缺口的冲模,其特征是它包括有上盖板和上模板的上模和下模板的下模,在上盖板上固定有模柄,其特征是在上模和下模上它还包括工件压紧定位单元、冲前缺口单元、冲后侧向缺口单元,其中:
2.根据权利要求1所述的一种用于在无油润滑轴套上一次冲两个垂直缺口的冲模,其特征是所述的滚轴和上前后斜楔及下侧斜面和上侧斜楔的位置、角度和动作保证在上模下行时,同时实施对前缺口和后端侧向缺口的冲制。
技术总结
本技术公开了一种用于在无油润滑轴套上一次冲两个垂直缺口的冲模。它包括有上盖板和上模板的上模和下模板的下模,在上盖板上固定有模柄,其特征是在上模和下模上它还包括工件压紧定位单元、冲前缺口单元、冲后侧向缺口单元。在使用时,只要将轴套放入工件压紧定位单元中,随着上模的下行一次就完成前后两个缺口的冲制,不但加工效率高,而且尺寸精度高,单台日产量由原来的1000件提高到2400‑2600件,解决了漏冲,位置度差的一系列问题,该技术对类似结构的加工也有很好的参考价值。
技术研发人员:顾效忠,王俊杰,崔泉源
受保护的技术使用者:浙江双飞无油轴承股份有限公司
技术研发日:20221127
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!