一种叉车尾架组焊工装的制作方法
本技术属于叉车尾架组焊,尤其涉及一种叉车尾架组焊工装。
背景技术:
1、叉车在企业的物流系统中扮演着非常重要的角色,是物料搬运设备中的主力军。广泛应用于车站、港口、机场、工厂、仓库等国民经济中的各个部门。
2、叉车尾架是叉车的重要组成部件,叉车尾架大多采用焊接等方式进行固定,
3、但目前的叉车尾架在焊接时,会分别对组成叉车尾架的各个部件进行依次焊接,也即先将两个部件焊接固定到一起,再将另一个部件焊接到该两个焊接固定的部件上,以此方式最终形成叉车尾架成品;上述的焊接方式在实际使用过程中存在的的问题在于:由于是将各部件依次焊接固定的,因此叉车尾架在焊接成成品的过程中,会经过多次的夹紧定位,这样会导致每次定位过程产生的误差累加到一起,导致最终的叉车尾架存在较大的误差,造成叉车尾架良品率低。
技术实现思路
1、本实用新型的目的在于:为了解决现有技术中存在的因依次焊接叉车尾架导致的叉车尾架成品良品率低下的问题,而提出的一种叉车尾架组焊工装。
2、为了实现上述目的,本实用新型采用了如下技术方案:
3、一种叉车尾架组焊工装,包括用于限定工件位置的定位组件,所述定位组件包括:
4、基板,其上设置有两个第一定位块以及后桥定位块,所述工件上弯板的两端分别设置在两个第一定位块的顶部,所述后桥定位块的数量和工件上后桥安装板的数量相等且位置一一对应;
5、两个支板,两个所述支板对称布置在所述基板的上表面,所述工件上的加强筋、折弯底板和后桥限位块均定位在两个所述支板之间;
6、沿竖直方向伸缩的伸缩压紧机构,用于压紧折弯底板;以及
7、配重板定位件,所述工件上的配重板与所述配重板定位件固接。
8、两个所述支板相靠近的两个侧面上均设置有第二定位块、定位板、限位板和第三定位块,所述加强筋的两端分别设置在两个第二定位块上,所述折弯底板的两端设置在两个第三定位块上,所述定位板和限位板用于限定后桥限位块的位置。
9、所述伸缩压紧机构的底端安装在基板上,顶端通过压紧垫块压紧在折弯底板上。
10、所述伸缩压紧机构的顶端贯穿压紧垫块并螺纹套接有压紧螺母,所述压紧垫块与折弯底板的上表面接触。
11、所述伸缩压紧机构的顶端贯穿开设在折弯底板上的通孔。
12、所述伸缩压紧机构具体为伸缩气缸。
13、所述配重板通过定位螺栓固定到配重板定位件上。
14、综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
15、本实用新型中,通过设置的基板、支板、伸缩压紧机构和配重板定位件来同时对工件的各组成部分进行定位,将工件的各组成部分先拼装定位形成工件的雏形,之后再将工件的各组成部分焊接固定到一起,也即工件在形成成品之前只需进行一次定位即可,从而可以降低叉车尾架焊接完成后的误差,提高了焊接叉车尾架的良品率。
技术特征:
1.一种叉车尾架组焊工装,其特征在于,包括用于限定工件(2)位置的定位组件(1),所述定位组件(1)包括:
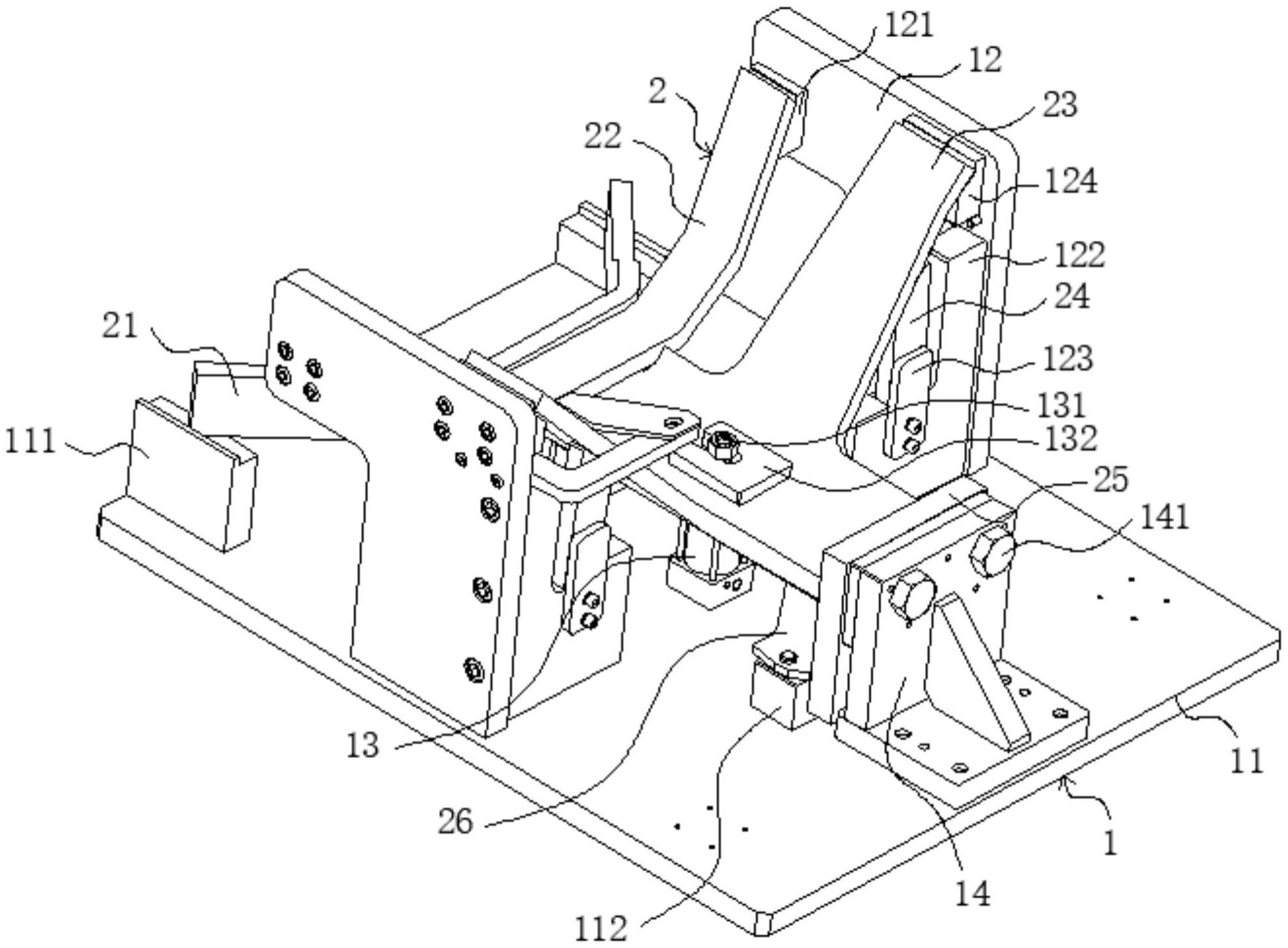
2.根据权利要求1所述的一种叉车尾架组焊工装,其特征在于,两个所述支板(12)相靠近的两个侧面上均设置有第二定位块(121)、定位板(122)、限位板(123)和第三定位块(124),所述加强筋(22)的两端分别设置在两个第二定位块(121)上,所述折弯底板(23)的两端设置在两个第三定位块(124)上,所述定位板(122)和限位板(123)用于限定后桥限位块(24)的位置。
3.根据权利要求1所述的一种叉车尾架组焊工装,其特征在于,所述伸缩压紧机构(13)的底端安装在基板(11)上,顶端通过压紧垫块(132)压紧在折弯底板(23)上。
4.根据权利要求3所述的一种叉车尾架组焊工装,其特征在于,所述伸缩压紧机构(13)的顶端贯穿压紧垫块(132)并螺纹套接有压紧螺母(131),所述压紧垫块(132)与折弯底板(23)的上表面接触。
5.根据权利要求3或4所述的一种叉车尾架组焊工装,其特征在于,所述伸缩压紧机构(13)的顶端贯穿开设在折弯底板(23)上的通孔。
6.根据权利要求1所述的一种叉车尾架组焊工装,其特征在于,所述伸缩压紧机构(13)具体为伸缩气缸。
7.根据权利要求1所述的一种叉车尾架组焊工装,其特征在于,所述配重板(25)通过定位螺栓(141)固定到配重板定位件(14)上。
技术总结
本技术公开了一种叉车尾架组焊工装,属于叉车尾架组焊技术领域,包括用于限定工件位置的定位组件,所述定位组件包括基板、两个支板、沿竖直方向伸缩的伸缩压紧机构和配重板定位件,基板上设置有两个第一定位块以及后桥定位块,工件上弯板的两端分别设置在两个第一定位块的顶部,后桥定位块的数量和工件上后桥安装板的数量相等。本技术中,通过设置的基板、支板、伸缩压紧机构和配重板定位件来同时对工件的各组成部分进行定位,将工件的各组成部分先拼装定位形成工件的雏形,之后再将工件的各组成部分焊接固定到一起,也即工件在形成成品之前只需进行一次定位即可,从而可以降低叉车尾架焊接完成后的误差,提高了焊接叉车尾架的良品率。
技术研发人员:张抒楠,程双灵
受保护的技术使用者:安徽好运机械有限公司
技术研发日:20221128
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!