油箱箱体拼装工装的制作方法
本技术涉及一种油箱制造工具,更具体地说,涉及一种油箱箱体拼装工装。
背景技术:
1、油箱作为工程机械不可或缺的一个重要部件,随着工程机械的产业化、系列化、批量化,油箱也走上了批量化生产的道路。对油箱的批量化生产要求越来越高,主要表现在尺寸精度要求高,外观一致性要求好,生产要高效。
2、工程机械上使用的油箱的箱体通常为六面体,在制造过程中为减少焊缝,箱体通常采用两块u形钢板相拼焊接而成。u形钢板由机器折弯成型,由于折弯成型的精度限制,两u形钢板在自然状态下很难做到严丝合缝,不借助工装的箱体拼装过程对拼装工人的技术要求较高,而且在批量生产时难保证尺寸精度,对外观一致性要求较严格的油箱难以保证其一致性,生产效率及其低下,工人劳动强度大。
技术实现思路
1、本实用新型要解决的技术问题是现有液压油箱拼装时精度难以保证的问题,而提供一种油箱箱体拼装工装,提高油箱箱体的拼装精度。
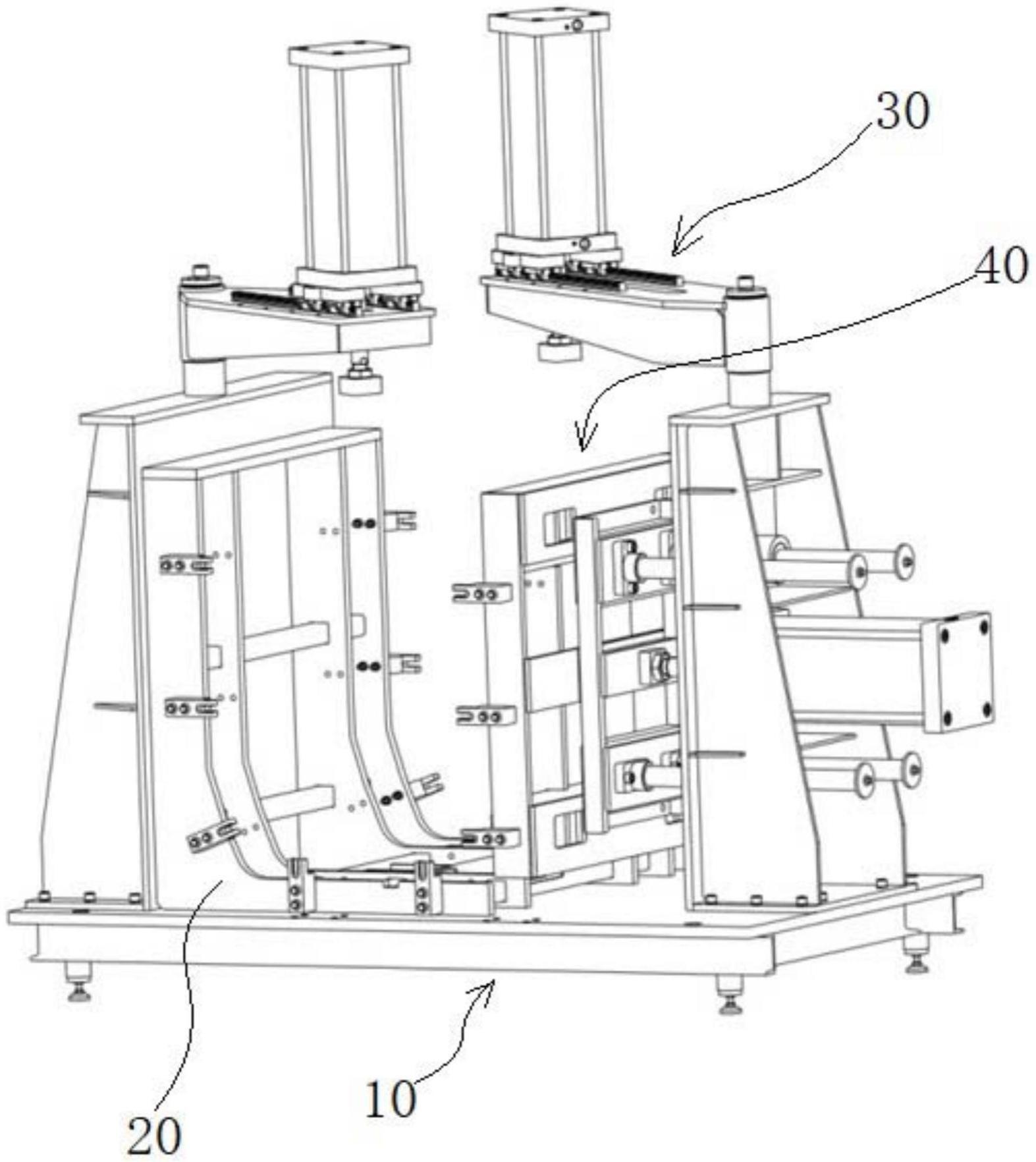
2、本实用新型为实现其目的的技术方案是这样的:构造一种油箱箱体拼装工装,用于箱体的开口朝上第一u形板和开口朝下第二u形板拼装,其特征在于包括工装主体、竖向夹紧机构、水平夹紧机构和箱体定位座;
3、所述工装主体包括底座、下端与底座固定连接且左右间隔布置的左固定座和右固定座;
4、所述箱体定位座,布置于底座上、位于左右固定座之间且左立面与左固定座的侧面相抵接,其上设置有与第一u形板的左侧板接触的竖向定位面和与第一u形板的底部连接板接触的底部定位面;
5、所述竖向夹紧机构包括通过竖直枢轴转动安装于所述工装主体顶部的摆架、安装于所述摆架上的竖向压紧驱动装置、由竖向压紧驱动装置驱动上下移动用于抵接下压第二u形板的顶部连接板的上压块;
6、所述水平夹紧机构包括通过水平导向机构安装于所述右固定座上用于顶推第一u形板右侧板的右压板、安装于所述右固定座上用于推动右压板水平移动的水平压紧驱动装置。
7、在本实用新型中,利用该工装,在油箱箱体拼装时拼装两u形板,在竖向夹紧机构和水平夹紧机构压紧后在拼接处进行点焊定型后在进行下一道焊接工序。使用本工装拼装的箱体尺寸精度和一致性以及生产效率得到提高。
8、本实用新型油箱箱体拼装工装中,所述竖向夹紧机构为两组,分别安装在所述左固定座和右固定座的顶部。
9、本实用新型油箱箱体拼装工装中,所述竖向压紧驱动装置通过水平滑轨机构安装于所述摆架上,所述上压块安装在所述竖向压紧驱动装置的上下伸缩部件上。
10、本实用新型油箱箱体拼装工装中,所述箱体定位座的底面与所述底座之间设置有左右滑动导向机构。左右滑动导向机构对箱体定位座在底座上进行前后方向上进行精确定位,在左右方向上进行导向。
11、本实用新型油箱箱体拼装工装中,所述箱体定位座上设置有用于对第一u形板的左侧板和底部连接板前后定位的多个定位块,各定位块沿所述箱体定位座的定位面的前后边沿间隔布置。进一步地,所述右压板的前后边沿设置有多个间隔布置用于对第一u形板的右侧板前后定位的多个定位块。
12、本实用新型油箱箱体拼装工装中,各定位块上设置有u形牵引卡口。倘若第二u形板的前后侧板折弯角度过大,在与第一u形板拼接时向内凹陷,则需要在第二u形板边沿焊接牵引螺栓,牵引螺栓位于u形牵引卡口中,与螺母配合将第二u形板的前后侧板对应向前或向后牵引,使得第二u形板的前后侧板与第一u形板的前后边沿齐平。
13、本实用新型油箱箱体拼装工装中,所述水平导向机构包括安装座和多根相互平行的导向柱,所述导向柱各自通过直线轴承安装于所述右固定座上,所述导向柱的左端端部与所述安装座固定连接,所述安装座与水平压紧驱动装置连接,所述右压板通过螺栓固定于所述安装座上。
14、本实用新型油箱箱体拼装工装中,所述竖向压紧驱动装置和/或水平压紧驱动装置为压缩气体驱动的气缸或者丝杆机构。
15、本实用新型油箱箱体拼装工装中,所述水平导向机构和水平压紧驱动装置还可以均由丝杆机构和安装座构成,所述丝杆机构的螺母布置在所述右固定座,所述丝杆的左端端部与所述安装座铰接,所述右压板通过螺栓连接于所述安装座上。
16、本实用新型与现有技术相比,使用本实用新型工装拼装的箱体尺寸精度和一致性以及生产效率得到提高。
技术特征:
1.一种油箱箱体拼装工装,用于箱体的开口朝上第一u形板和开口朝下第二u形板拼装,其特征在于包括工装主体、竖向夹紧机构、水平夹紧机构和箱体定位座;
2.根据权利要求1所述的油箱箱体拼装工装,其特征在于所述竖向夹紧机构为两组,分别安装在所述左固定座和右固定座的顶部。
3.根据权利要求2所述的油箱箱体拼装工装,其特征在于所述竖向压紧驱动装置通过水平滑轨机构安装于所述摆架上,所述上压块安装在所述竖向压紧驱动装置的上下伸缩部件上。
4.根据权利要求1所述的油箱箱体拼装工装,其特征在于所述箱体定位座的底面与所述底座之间设置有左右滑动导向机构。
5.根据权利要求1所述的油箱箱体拼装工装,其特征在于所述箱体定位座上设置有用于对第一u形板的左侧板和底部连接板前后定位的多个定位块,各定位块沿所述箱体定位座的定位面的前后边沿间隔布置。
6.根据权利要求5所述的油箱箱体拼装工装,其特征在于所述右压板的前后边沿设置有多个间隔布置用于对第一u形板的右侧板前后定位的多个定位块。
7.根据权利要求5或6所述的油箱箱体拼装工装,其特征在于各定位块上设置有u形牵引卡口。
8.根据权利要求1所述的油箱箱体拼装工装,其特征在于所述水平导向机构包括安装座和多根相互平行的导向柱,所述导向柱各自通过直线轴承安装于所述右固定座上,所述导向柱的左端端部与所述安装座固定连接,所述安装座与水平压紧驱动装置连接,所述右压板通过螺栓固定于所述安装座上。
9.根据权利要求1、3、8中任一项所述的油箱箱体拼装工装,其特征在于所述竖向压紧驱动装置和/或水平压紧驱动装置为压缩气体驱动的气缸或者丝杆机构。
10.根据权利要求1所述的油箱箱体拼装工装,其特征在于所述水平导向机构和水平压紧驱动装置均由丝杆机构和安装座构成,所述丝杆机构的螺母布置在所述右固定座,所述丝杆的左端端部与所述安装座铰接,所述右压板通过螺栓连接于所述安装座上。
技术总结
本技术涉及油箱箱体拼装工装,为解决现有油箱箱体拼装精度和效率低的问题,本技术构造一种油箱箱体拼装工装,其包括工装主体、竖向夹紧机构、水平夹紧机构和箱体定位座;工装主体包括底座、下端与底座固定连接且左右间隔布置的左固定座和右固定座;箱体定位座布置于底座上,其上设置有竖向定位面和底部定位面;竖向夹紧机构包括通过竖直枢轴转动安装于工装主体顶部的摆架、安装于摆架上的竖向压紧驱动装置、由竖向压紧驱动装置驱动上下移动上压块;水平夹紧机构包括通过水平导向机构安装于右固定座上右压板、安装于右固定座上用于推动右压板水平移动的水平压紧驱动装置。使用本技术工装拼装的箱体尺寸精度和一致性以及生产效率得到提高。
技术研发人员:张敏超,郑小红,钟桂强,袁乃坡,任文斌,朱长寿,米家锋,梁翠松
受保护的技术使用者:广西中源机械有限公司
技术研发日:20221130
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!