一种标定夹具钢板间隙的结构的制作方法
本技术涉及焊装夹具,尤其涉及一种标定夹具钢板间隙的结构。
背景技术:
1、为保证白车身尺寸精度和焊装夹具本身精度,焊装夹具在投入使用前要进行钢板间隙标定。夹具在夹紧后,标定人员依据钢板间隙作业书,把塞尺厚度调整到理论间隙值,用塞尺测量夹具定位块和压块的间隙,然后通过调整压块的垫片厚度,最终达到钢板间隙的尺寸精度。目前无法用三坐标/激光跟踪仪直接进行测量,因为红宝石测量头直径一般为3mm,但是定位块型面和压块型面间的距离也就是钢板间隙一般小于3mm,没有测量空间,都是人工使用塞尺进行标定;
2、存在的技术问题:
3、1、因无法直观反应出压块和定位块的间隙值人工可能需要用塞尺多次测量和调整压块垫片最终达到钢板间隙的尺寸精度,耗时长且由于是人工测量会存在误差较大风险,从而影响夹具的精度和导致白车身钣件变形。
4、2、人工将实测结果手动记录到钢板间隙报告上,同样会存在记录错误的情况,给以后的白车身尺寸调试带来误导,甚至影响白车身尺寸调试的结果。
技术实现思路
1、本实用新型提供一种标定夹具钢板间隙的结构,以解决上述技术问题。
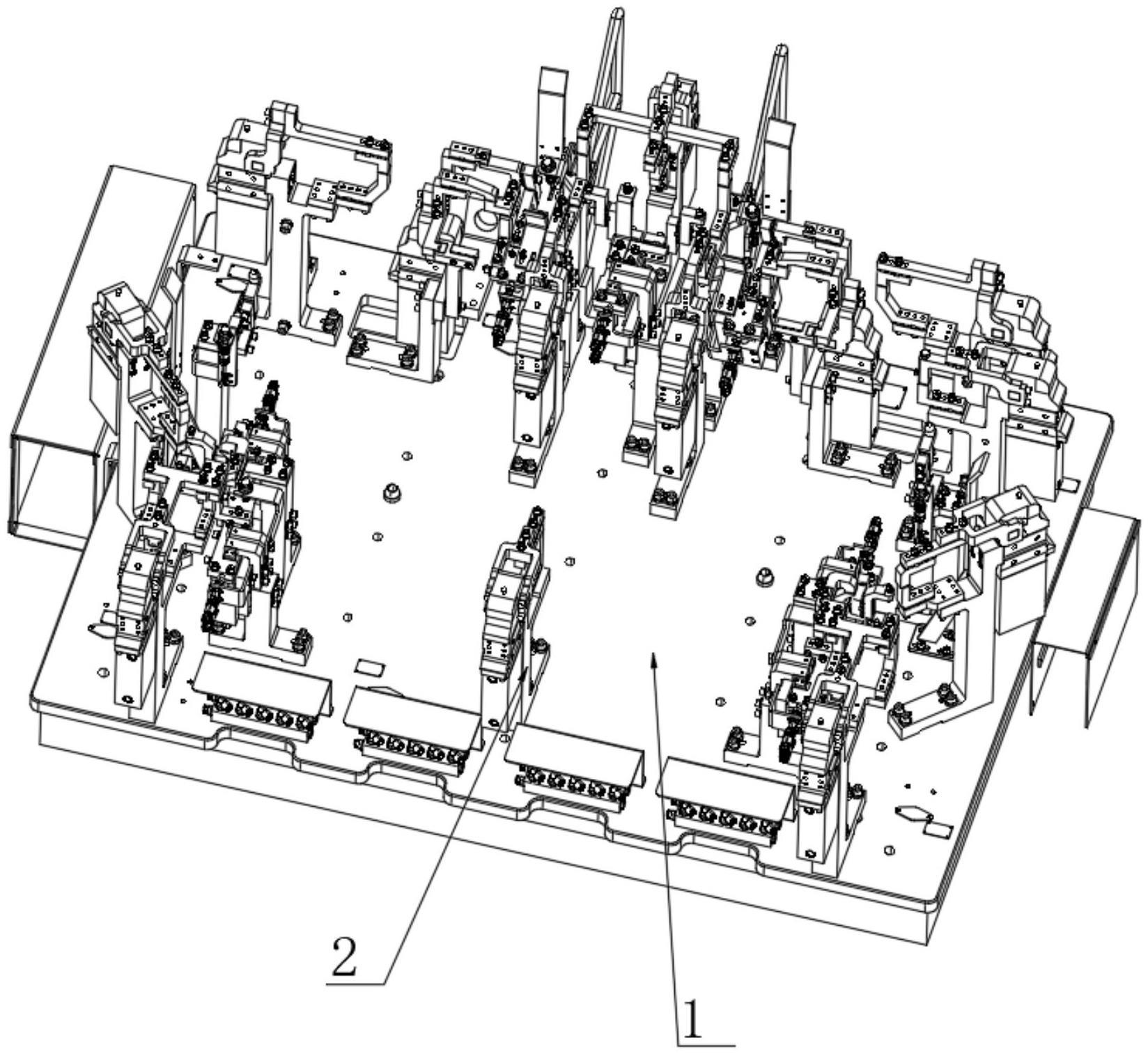
2、为解决上述技术问题,本实用新型提供的一种标定夹具钢板间隙的结构,包括工作台,所述工作台顶端通过螺栓和定位销固定连接有多个支座,所述支座一侧通过螺栓和定位销固定连接有气缸,所述气缸前侧安装有压头,所述支座另一侧顶端通过螺栓和定位销固定连接有定位块,所述压头底部通过螺栓和定位销固定连接有压块,所述压块设在定位块顶部,所述压头和压块之间设有第一垫片,所述定位块和支座之间设有第二垫片。
3、优选的,所述压块前侧开设有圆孔。
4、优选的,所述压块前侧安装有圆柱销,所述圆柱销设在压块前侧并延伸至圆孔内部。
5、优选的,所述压块底部设为测量面。
6、与相关技术相比较,本实用新型提供的一种标定夹具钢板间隙的结构具有如下有益效果:
7、通过三坐标/激光跟踪仪根据实际情况选择测量圆孔、圆柱销和测量面其中一种进行标定来得出需要调整的数值,节省了大量的人工调试时间,提高了夹具精度,缩短尺寸调试时间,减少了导致白车身钣件变形的风险点,提高了白车身钣件的尺寸精度,对整个焊装线体的调试时间和质量起到了积极作用。
技术特征:
1.一种标定夹具钢板间隙的结构,包括工作台(1),其特征在于:所述工作台(1)顶端通过螺栓和定位销固定连接有多个支座(2),所述支座(2)一侧通过螺栓和定位销固定连接有气缸(3),所述气缸(3)前侧安装有压头(4),所述支座(2)另一侧顶端通过螺栓和定位销固定连接有定位块(6),所述压头(4)底部通过螺栓和定位销固定连接有压块(5),所述压块(5)设在定位块(6)顶部,所述压头(4)和压块(5)之间设有第一垫片(8),所述定位块(6)和支座(2)之间设有第二垫片(9)。
2.根据权利要求1所述的一种标定夹具钢板间隙的结构,其特征在于,所述压块(5)前侧开设有圆孔(7)。
3.根据权利要求2所述的一种标定夹具钢板间隙的结构,其特征在于,所述压块(5)前侧安装有圆柱销(10),所述圆柱销(10)设在压块(5)前侧并延伸至圆孔(7)内部。
4.根据权利要求1所述的一种标定夹具钢板间隙的结构,其特征在于,所述压块(5)底部设为测量面(11)。
技术总结
本技术公开了一种标定夹具钢板间隙的结构,涉及焊装夹具技术领域,包括工作台,所述工作台顶端通过螺栓和定位销固定连接有多个支座,所述支座一侧通过螺栓和定位销固定连接有气缸,所述气缸前侧安装有压头,所述支座另一侧顶端通过螺栓和定位销固定连接有定位块,所述压头底部通过螺栓和定位销固定连接有压块,所述压头和压块之间设有第一垫片,通过三坐标/激光跟踪仪根据实际情况选择测量圆孔、圆柱销和测量面其中一种进行标定来得出需要调整的数值,节省了大量的人工调试时间,提高了夹具精度,缩短尺寸调试时间,减少了导致白车身钣件变形的风险点,提高了白车身钣件的尺寸精度,对整个焊装线体的调试时间和质量起到了积极作用。
技术研发人员:张曦元
受保护的技术使用者:承践创启机械自动化(上海)有限公司
技术研发日:20221201
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!