管端连接件焊接装置的制作方法
管端连接件焊接装置,属于管道焊接设备。
背景技术:
1、钢管在生产完成后,部分钢管需要根据客户的要求,将钢管的两端外壁进行压槽,并在钢管的两端焊接管端连接件,管端连接件通常是套设在钢管外壁端部的套筒,以方便相邻两根钢管之间的对接。为了保证管端连接件与钢管之间结合牢固,要将管端连接件的两端与钢管之间都进行满焊。
2、现有的焊接设备在对管端连接件焊接时,需要人工将钢管搬运至焊接设备上,焊接设备再对管端连接件进行焊接,焊接完成后,工作人员再将圆管搬运至另外一台设备上,完成管端连接件另一端的焊接,进而实现了管端连接件两端的焊接。在将钢管搬运至焊接设备上时,需要对钢管进行夹紧和对中的操作,以保证钢管与焊枪相对转动的过程中,钢管与焊枪的间距保持不变,这就导致钢管的上料速度慢,进而导致管端连接件的焊接速度慢,而且工作人员的劳动强度高。
技术实现思路
1、本实用新型要解决的技术问题是:克服现有技术的不足,提供一种能够自动完成圆管上料,并自动完成圆管两端的管端连接件的焊接的管端连接件焊接装置。
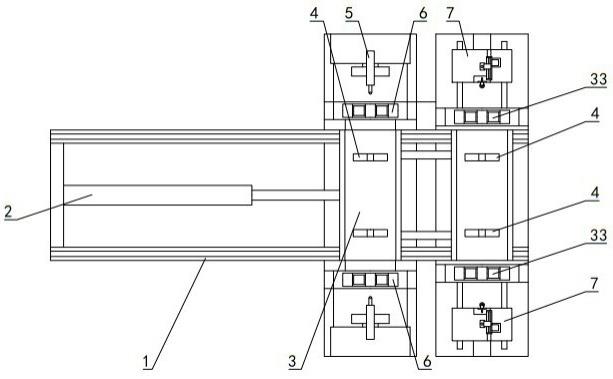
2、本实用新型解决其技术问题所采用的技术方案是:该管端连接件焊接装置,其特征在于:包括圆管输送装置、外端焊接装置以及内端焊接装置,圆管输送装置的两侧对称安装有沿圆管输送方向依次设置的外端焊接装置和内端焊接装置,各内端焊接装置与圆管输送装置之间均设置有旋转装置,圆管输送装置上设置有输送工位,输送工位上安装有顶升装置。
3、优选的,所述的圆管输送装置上间隔设置有两个输送工位,两输送工位的间距与外端焊接装置和内端焊接装置的间距相等。
4、优选的,所述的圆管输送装置包括送料架、定位组件以及送料气缸,送料气缸的活塞杆与送料架连接,送料架上侧沿圆管输送方向并排设置有若干组定位组件,并在送料架上形成若干输送工位,每组定位组件均包括沿垂直于圆管输送方向设置的若干个,各定位组件均连接有顶升装置。
5、优选的,所述的定位组件包括间隔设置的两定位板,各定位板的顶部均为倾斜状,两定位板的顶部拼接成由上至下宽度逐渐减小的定位部。
6、优选的,所述的顶升装置包括顶升架以及顶升气缸,顶升气缸的活塞杆与顶升架连接,并带动顶升架升降,定位组件安装在顶升架的顶部。
7、优选的,所述的外端焊接装置包括进给装置、驱动电机、电动卡盘以及外端焊枪,电动卡盘可转动的安装在进给装置上,驱动电机与电动卡盘连接,外端焊枪安装在进给装置上,外端焊枪为内端靠近电动卡盘的倾斜状,进给装置的进给方向垂直于圆管的输送方向设置。
8、优选的,所述的内端焊接装置包括平移装置、调节装置以及内端焊枪,平移装置的平移方向与圆管输送方向垂直,在平移装置靠近圆管输送装置的一侧设置有定位部,调节装置安装在平移装置上,调节装置的调节方向与平移装置的平移方向相同,内端焊枪安装在调节装置上,内端焊枪为由上至下逐渐靠近圆管输送装置的倾斜状。
9、优选的,所述的旋转装置包括驱动轮以及旋转电机,驱动轮并排设置有两个,旋转电机与任意一个驱动轮连接,并带动其转动。
10、与现有技术相比,本实用新型所具有的有益效果是:
11、本管端连接件焊接装置在使用时,圆管放置在输送工位上,圆管输送装置将圆管输送至两内端焊接装置以及两外端焊接装置之间,输送工位的顶升装置将输送工位上的圆管顶升,此时两外端焊接装置相配合,对各管端连接件的外端进行焊接,焊接后的圆管再次放置在输送工位上,圆管输送装置再次将圆管输送至两内端焊接装置之间,两内端焊接装置相配合对管端连接件的内端进行焊接,圆管能够自动完成上料和焊接,上料和焊接整个过程不需要人工参与,既能够保证圆管的焊接速度快,又减轻了工作人员的劳动强度。
技术特征:
1.管端连接件焊接装置,其特征在于:包括圆管输送装置、外端焊接装置(5)以及内端焊接装置(7),圆管输送装置的两侧对称安装有沿圆管输送方向依次设置的外端焊接装置(5)和内端焊接装置(7),各内端焊接装置(7)与圆管输送装置之间均设置有旋转装置(33),圆管输送装置上设置有输送工位,输送工位上安装有顶升装置。
2.根据权利要求1所述的管端连接件焊接装置,其特征在于:所述的圆管输送装置上间隔设置有两个输送工位,两输送工位的间距与外端焊接装置(5)和内端焊接装置(7)的间距相等。
3.根据权利要求1或2所述的管端连接件焊接装置,其特征在于:所述的圆管输送装置包括送料架(3)、定位组件(4)以及送料气缸(2),送料气缸(2)的活塞杆与送料架(3)连接,送料架(3)上侧沿圆管输送方向并排设置有若干组定位组件(4),并在送料架(3)上形成若干输送工位,每组定位组件(4)均包括沿垂直于圆管输送方向设置的若干个,各定位组件(4)均连接有顶升装置。
4.根据权利要求3所述的管端连接件焊接装置,其特征在于:所述的定位组件(4)包括间隔设置的两定位板(9),各定位板(9)的顶部均为倾斜状,两定位板(9)的顶部拼接成由上至下宽度逐渐减小的定位部。
5.根据权利要求3所述的管端连接件焊接装置,其特征在于:所述的顶升装置包括顶升架(18)以及顶升气缸(15),顶升气缸(15)的活塞杆与顶升架(18)连接,并带动顶升架(18)升降,定位组件(4)安装在顶升架(18)的顶部。
6.根据权利要求1所述的管端连接件焊接装置,其特征在于:所述的外端焊接装置(5)包括进给装置、驱动电机、电动卡盘(10)以及外端焊枪(12),电动卡盘(10)可转动的安装在进给装置上,驱动电机与电动卡盘(10)连接,外端焊枪(12)安装在进给装置上,外端焊枪(12)为内端靠近电动卡盘(10)的倾斜状,进给装置的进给方向垂直于圆管的输送方向设置。
7.根据权利要求1所述的管端连接件焊接装置,其特征在于:所述的内端焊接装置(7)包括平移装置、调节装置以及内端焊枪(30),平移装置的平移方向与圆管输送方向垂直,在平移装置靠近圆管输送装置的一侧设置有定位部,调节装置安装在平移装置上,调节装置的调节方向与平移装置的平移方向相同,内端焊枪(30)安装在调节装置上,内端焊枪(30)为由上至下逐渐靠近圆管输送装置的倾斜状。
8.根据权利要求1所述的管端连接件焊接装置,其特征在于:所述的旋转装置(33)包括驱动轮(35)以及旋转电机,驱动轮(35)并排设置有两个,旋转电机与任意一个驱动轮(35)连接,并带动其转动。
技术总结
管端连接件焊接装置,属于管道焊接设备技术领域。其特征在于:包括圆管输送装置、外端焊接装置(5)以及内端焊接装置(7),圆管输送装置的两侧对称安装有沿圆管输送方向依次设置的外端焊接装置(5)和内端焊接装置(7),各内端焊接装置(7)与圆管输送装置之间均设置有旋转装置(33),圆管输送装置上设置有输送工位,输送工位上安装有顶升装置。本管端连接件焊接装置能够自动完成上料和焊接,上料和焊接整个过程不需要人工参与,既能够保证圆管的焊接速度快,又减轻了工作人员的劳动强度。
技术研发人员:刘开良,张继建,董广学
受保护的技术使用者:山东金诚联创管业股份有限公司
技术研发日:20221206
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!