车用门槛加强板的多工位自动化冲压成型用拉延冲压模具的制作方法
本技术涉及一种车用门槛加强板的多工位自动化冲压成型用拉延冲压模具。
背景技术:
1、车用门槛加强板的多工位自动化冲压成型加工时,在不同工位间采用机械手进行物料传送,
2、各冲压工序需要浮升以满足夹手的传送空间。现有的拉伸模具上都必须要设计浮升机构,才能使用夹钳夹料;浮升块浮升过程中采用导板导向,但这导致模具整体结构笨重,加工生产成本高,且由于浮块弹簧力量预压力量少,零件容易跳动,零件的加工精度不易保证。
技术实现思路
1、本实用新型所要解决的技术问题是:提供一种结构紧凑、加工精度高的车用门槛加强板的多工位自动化冲压成型用拉延冲压模具。
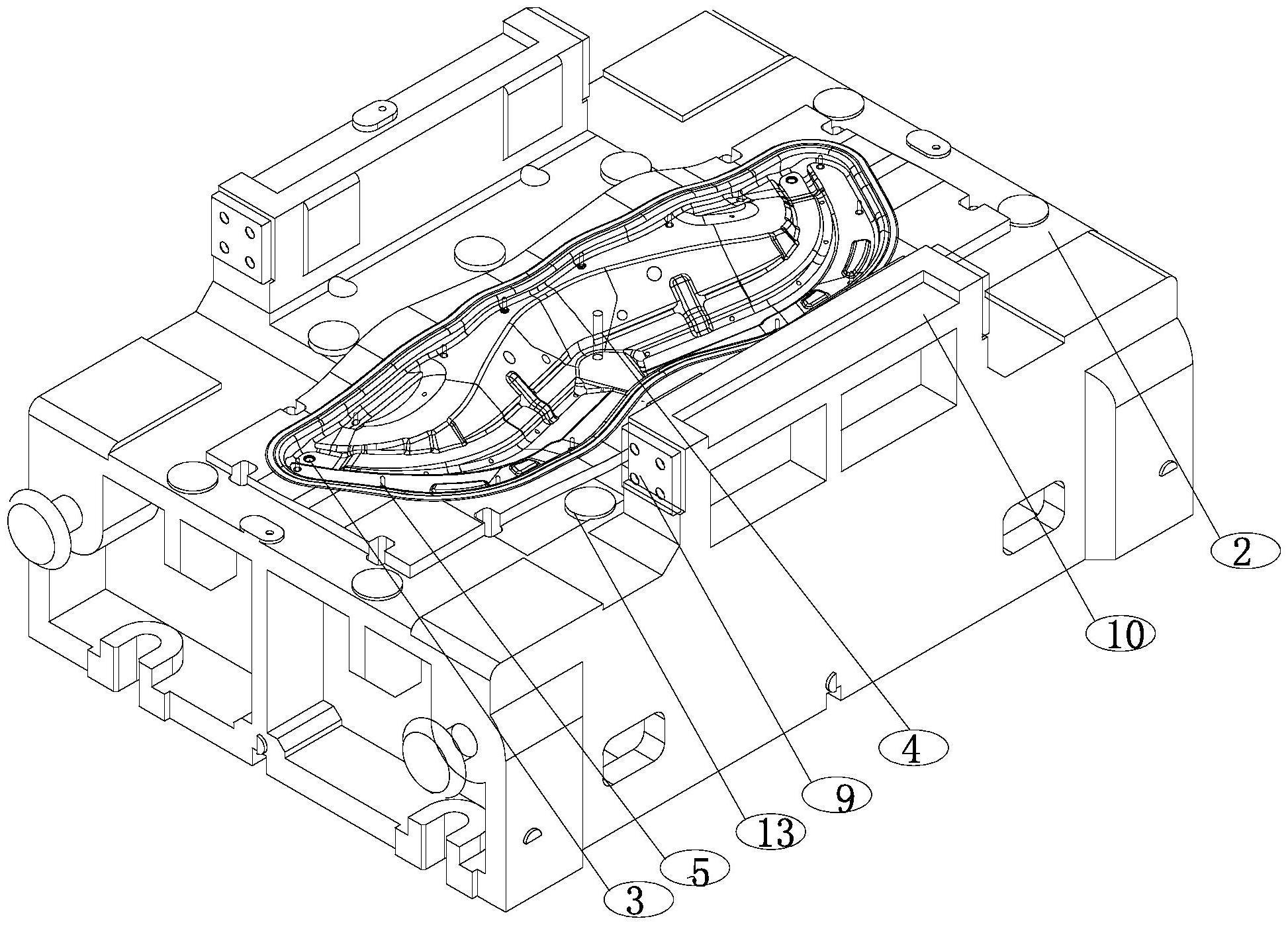
2、为解决上述技术问题,本实用新型所采用的技术方案为:车用门槛加强板的多工位自动化冲压成型用拉延冲压模具,包括上模座和下模座,上模座上设有上成型块,上成型块上设有成型工件的上成型槽,上成型块上在对应于上成型槽中部处设有工件定位销,上成型块上在对应于上成型槽边沿内侧处设有一圈弹性顶料销,下模座上设有下成型块,下模座上在下成型块外周通过若干氮气弹簧设有浮升压料圈,下模座四角处分别设有导向柱,浮升压料圈上设有相配合的导向槽口,上模座两侧分别设有合模导向座,浮升压料圈对应于导向座处设有合模导向槽;浮升压料圈上设有一圈限制料板外周位置的定位组件;浮升压料圈两端处分别设有避让自动化冲压用传料机械手的夹持避让槽。
3、作为一种优选的方案,所述定位组件包括l形的定位块,定位块通过穿过其上设置的腰形孔的连接螺栓与浮升压料圈可拆卸连接。
4、作为一种优选的方案,所述浮升压料圈上在一圈定位组件外周可拆卸地设有若干合模限位柱,所述上模座上设有若干与各个合模限位柱相配合的合模限位块。
5、作为一种优选的方案,所述下模座上在下成型块外周可拆卸地设有若干浮升限位柱,浮升限位柱上端设有限位凸环,所述浮升压料圈下表面上设有若干与各个浮升限位柱相配合的限位导向孔,限位导向孔下部设有与限位凸环相配合的浮升限位块。
6、作为一种优选的方案,所述浮升压料圈对应于合模导向槽的表面上设有耐磨板。
7、作为一种优选的方案,所述导向槽口的导向表面上设有耐磨板。
8、本实用新型的有益效果是:
9、本模具浮料结构简化,结构紧凑,浮升压料圈两端处分别设有避让自动化冲压用传料机械手的夹持避让槽,无需浮升装置就能夹钳夹料,降低模具部件加工成本;且由于上成型块上在对应于上成型槽中部处设有工件定位销,上成型块上在对应于上成型槽边沿内侧处设有一圈弹性顶料销,对工件进行冲压前与浮升压料圈配合压紧工件,配合多处合模导向,保证了工件的冲压精度。
10、由于定位组件包括l形的定位块,定位块通过穿过其上设置的腰形孔的连接螺栓与浮升压料圈可拆卸连接,结构简单,方便安装。
11、由于浮升压料圈上在一圈定位组件外周可拆卸地设有若干合模限位柱,所述上模座上设有若干与各个合模限位柱相配合的合模限位块,可以避免上模运动过量导致零件变形,保证冲压精度。
12、由于下模座上在下成型块外周可拆卸地设有若干浮升限位柱,浮升限位柱上端设有限位凸环,所述浮升压料圈下表面上设有若干与各个浮升限位柱相配合的限位导向孔,限位导向孔下部设有与限位凸环相配合的浮升限位块,避免了浮升压料圈浮升过量。
13、由于浮升压料圈对应于合模导向槽的表面上设有耐磨板,耐磨板不易磨损,且即便磨损也方便更换,增加了模具寿命。
14、由于导向槽口的导向表面上设有耐磨板,耐磨板不易磨损,且即便磨损也方便更换,增加了模具寿命。
技术特征:
1.车用门槛加强板的多工位自动化冲压成型用拉延冲压模具,其特征在于:包括上模座和下模座,上模座上设有上成型块,上成型块上设有成型工件的上成型槽,上成型块上在对应于上成型槽中部处设有工件定位销,上成型块上在对应于上成型槽边沿内侧处设有一圈弹性顶料销,下模座上设有下成型块,下模座上在下成型块外周通过若干氮气弹簧设有浮升压料圈,下模座四角处分别设有导向柱,浮升压料圈上设有相配合的导向槽口,上模座两侧分别设有合模导向座,浮升压料圈对应于导向座处设有合模导向槽;浮升压料圈上设有一圈限制料板外周位置的定位组件;浮升压料圈两端处分别设有避让自动化冲压用传料机械手的夹持避让槽。
2.如权利要求1所述的车用门槛加强板的多工位自动化冲压成型用拉延冲压模具,其特征在于:所述定位组件包括l形的定位块,定位块通过穿过其上设置的腰形孔的连接螺栓与浮升压料圈可拆卸连接。
3.如权利要求2所述的车用门槛加强板的多工位自动化冲压成型用拉延冲压模具,其特征在于:所述浮升压料圈上在一圈定位组件外周可拆卸地设有若干合模限位柱,所述上模座上设有若干与各个合模限位柱相配合的合模限位块。
4.如权利要求3所述的车用门槛加强板的多工位自动化冲压成型用拉延冲压模具,其特征在于:所述下模座上在下成型块外周可拆卸地设有若干浮升限位柱,浮升限位柱上端设有限位凸环,所述浮升压料圈下表面上设有若干与各个浮升限位柱相配合的限位导向孔,限位导向孔下部设有与限位凸环相配合的浮升限位块。
5.如权利要求4所述的车用门槛加强板的多工位自动化冲压成型用拉延冲压模具,其特征在于:所述浮升压料圈对应于合模导向槽的表面上设有耐磨板。
6.如权利要求5所述的车用门槛加强板的多工位自动化冲压成型用拉延冲压模具,其特征在于:所述导向槽口的导向表面上设有耐磨板。
技术总结
本技术公开了一种车用门槛加强板的多工位自动化冲压成型用拉延冲压模具,包括上模座和下模座,上模座上设有上成型块,上成型块上设有成型工件的上成型槽,上成型块上在对应于上成型槽中部处设有工件定位销,上成型块上在对应于上成型槽边沿内侧处设有一圈弹性顶料销,下模座上设有下成型块,下模座上在下成型块外周通过若干氮气弹簧设有浮升压料圈,下模座四角处分别设有导向柱,浮升压料圈上设有相配合的导向槽口,上模座两侧分别设有合模导向座,浮升压料圈对应于导向座处设有合模导向槽;浮升压料圈上设有一圈限制料板外周位置的定位组件;浮升压料圈两端处分别设有避让自动化冲压用传料机械手的夹持避让槽。
技术研发人员:黄春伟
受保护的技术使用者:长沙金鸿顺汽车部件有限公司
技术研发日:20221207
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!