一种电子组装行业使用的PCBA快速翻转设备的制作方法
本技术涉及的是一种新型的电子组装行业使用的将pcba翻转的设备,尤其是一种应对高生产节拍产线的翻转设备,实现稳定快速翻转的一种设备。
背景技术:
1、pcba是英文printed circuit board assembly的简称,也就是说pcb空板经过smt上件,或经过dip插件的整个制程,简称pcba
2、smt是表面组装技术(surface mounting technology的缩写),称为表面贴装或表面安装技术。是目前电子组装行业里最流行的一种技术和工艺。dip是通孔插件工艺。通常smt(smd)工艺是用回流焊来完成焊接,dip通常用波峰焊或全自动浸焊机来完成焊接。
3、现有电子组装行业使用的在线翻转设备是plc控制的,具有smema通讯接口,扁平皮带传输的,有单向循环的能力。采用步进电机翻转动作时间长,停板检测器和止档机构配合翻转动作前后的传输时间长,不适用短节拍dip线体和smt线体中使用。
4、对于节拍短的dip线体和smt线体中使用时,普通翻板设备运转的节拍大约在12-15秒,无法应对7-12秒的工作节拍。
技术实现思路
1、本实用新型提出一种优化翻转和传输结构的适用于节拍短的dip线体和smt线体的pcba翻转设备。
2、本实用新型的目的是:在6.5-7秒内完成翻转传板动作,无流水时间浪费。
3、本实用新型的技术方案是:
4、一种新型的dip线体和smt线体使用的pcba翻转设备,它包括:
5、一种金属制框架底座,安装有4个地脚,使得传输机底部离地面高10厘米,地脚纵向间距40-50厘米,方便smt线体电缆线槽安装。
6、一种翻转机构,由伺服马达带动同步带,可以顺时针和逆时针旋转。伺服马达的转动停止信号由前后各一个光电检测器控制。
7、一种传输导轨由上传输导轨和下传输导轨共同组成,并且可以通过夹紧气缸动作上下传输导轨夹紧pcba。翻转机构的转动带动上导轨和下导轨共同旋转。
8、一种传输导轨在离翻转中心对称位置两侧各放置一个停板检测器,两个停板检测器位置按旋转轴前后对称可调,两个停板检测器之间的距离比所处理的pcba流水方向板长多10mm以上。
9、一种能满足dip线体和smt线体设备间通讯使用要求,实现有板传出信号的发出给下位机、求板信号的发出上位机、接收下位机传送的要板信号。
10、本实用新型的有益效果
11、针对电子组装线体特定工位作业时间短,优化设计方案,使本实用新型专利可以在6.5-7秒内完成翻转传板动作,实现无流水时间浪费,比优化前翻转时间节约5秒以上。主要优化点:
12、利用伺服马达旋转速度快的特点节约翻转时间;将翻板位进口侧、出口侧检测器设置在旋转轴前后对称位置,该位置到中心的距离是pcba板长的一半,节约翻转前后的传输距离;采用正反转交替进板的方式,节约翻转时间。
技术特征:
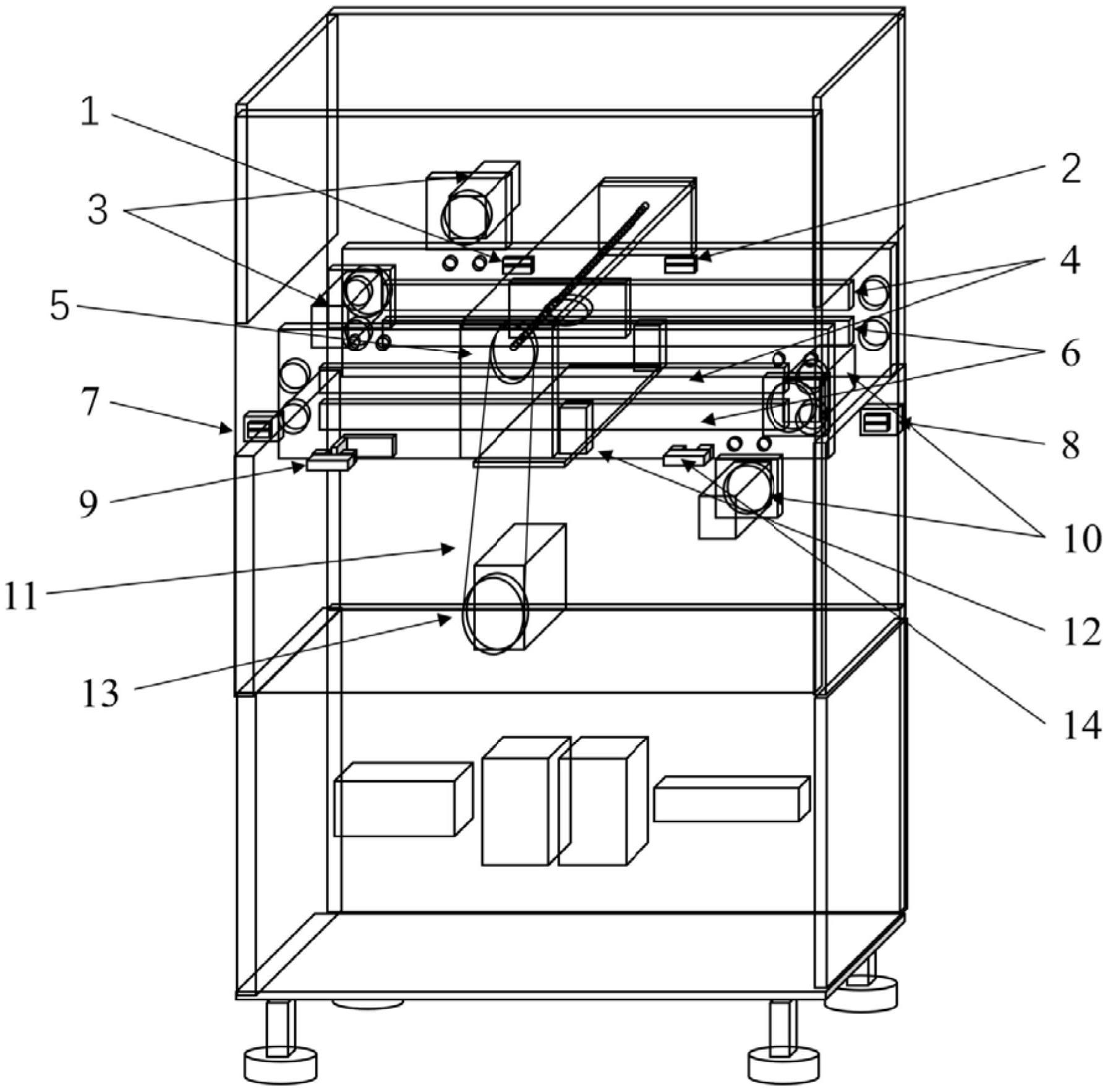
1.一种电子组装行业使用的pcba快速翻转设备,其特征是它包括:上下两组皮带传送组成的传送通道、夹紧气缸(12)、旋转台(5)、旋转伺服马达(13)和同步带(11);
2.根据权利要求1所述的设备,其特征在于所述传送通道还包括设置于传送通道入口端的进口防撞检测器(8)和设置于传送通道出口端的出口防撞检测器(7)。
3.根据权利要求1所述的设备,其特征在于所述旋转台(5)设置于传送通道的中部。
4.根据权利要求1所述的设备,其特征在于所述旋转台(5)的两侧分别设置翻板位进口侧检测器(2)和翻板位出口侧检测器(1);当pcba到达翻板位出口侧检测器(1)或进口侧检测器(2)时,传送通道停止传送并做旋转准备。
5.根据权利要求4所述的设备,其特征在于所述翻板位进口侧检测器(2)和翻板位出口侧检测器(1)以旋转台(5)为旋转轴前后对称可调;翻板位进口侧检测器(2)和翻板位出口侧检测器(1)之间的距离比所处理的pcba流水方向板长多10mm以上。
6.根据权利要求1所述的设备,其特征在于所述旋转台(5)的两侧对应设置进口侧旋转停止检测器(14)和出口侧旋转停止检测器(9);pcba在旋转台(5)的作用下旋转时,旋转台(5)的挡片触碰到进口侧旋转停止检测器(14)或出口侧旋转停止检测器(9),旋转伺服马达(13)停止转动。
7.根据权利要求6所述的设备,其特征在于所述进口侧旋转停止检测器(14)和出口侧旋转停止检测器(9)以旋转台(5)为旋转轴前后对称可调。
8.根据权利要求1所述的设备,其特征在于所述设备还包括金属制框架底座,安装有4个地脚,使得传输机底部离地面高10厘米,地脚纵向间距40-50厘米,方便smt线体电缆线槽安装。
9.根据权利要求1所述的设备,其特征在于所述设备还包括满足dip线体和smt线体设备间通讯的部件,实现有板传出信号的发出给下位机、求板信号的发出上位机、接收下位机传送的要板信号。
技术总结
本技术公开了一种电子组装行业使用的PCBA快速翻转设备,它包括:上下两组皮带传送组成的传送通道、夹紧气缸、旋转台、旋转伺服马达和同步带;传送通道具体包括:上导轨、上导轨传输电机、下导轨、下导轨传输电机;上导轨传输电机动作控制上导轨的传输皮带转动,下导轨传输电机动作控制下导轨的传输皮带转动;夹紧气缸动作控制上导轨和下导轨将PCBA夹紧;旋转伺服马达通过同步带连接控制旋转台的转动。本技术专利可以在6.5‑7秒内完成翻转传板动作,实现无流水时间浪费,比优化前翻转时间节约5秒以上。
技术研发人员:王远鹏,韩洁磊
受保护的技术使用者:南京熊猫电子制造有限公司
技术研发日:20221207
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!